
12.5.7 SOLDADURA Y ENSAYOS NO DESTRUCTIVOS.
PND EN SOLDADURA
Ya que las soldaduras son elementos demasiado importantes se dedica todo una parte de la categoría a los ensayos no destructivos para soldaduras. Las piezas y elementos soldados requieren una verificación sobre la manera como se realizo dicho proceso. También dentro del mantenimiento preventivo se requiere una revisión permanente de estas, pues la presencia de grietas, nudos, escoria y en general imperfecciones y defectos en la soldadura, visibles o no, pueden causar nuevamente el rompimiento o fractura de las piezas.
Es el proceso por media del cual dos piezas metálicas, o dos partes de la misma pieza, se unen sólidamente. Esta unión se produce con el calentamiento de las superficies a soldar, y pueden ser puestas en contacto con o sin aportación de una sustancia igual o semejante a las piezas a unir. La fuente de calor puede ser una llama, un plasma, un arco eléctrico, un haz de electrones o un haz láser.
El proceso de calentamiento de las superficies a soldar puede implicar que se fundan las zonas por donde debe realizarse la unión, o una de ellas ó que no se fundan ninguna de las partes, sino que se unan mediante presión.
La soldadura se utiliza también para la construcción de piezas con formas complicadas y se puede realizar elevando la temperatura, o únicamente con presión. Los procedimientos de soldadura de metales se pueden clasificar como SOLDADURA HETEROGÉNEA y SOLDADURA HOMOGÉNEA.
La soldadura heterogénea se realiza para materiales de distinta naturaleza, puede desarrollarse con o sin metal de aportación ó cuando los metales son iguales y el metal de aportación es distinto. Esta puede ser Blanda como en el caso de la soludadura de Estaño(Sn) y Plomo(Pb), o fuerte en el caso de la soldadura amarilla como el cobre(Cu) y la plata(Ag).Ver Figura 20.
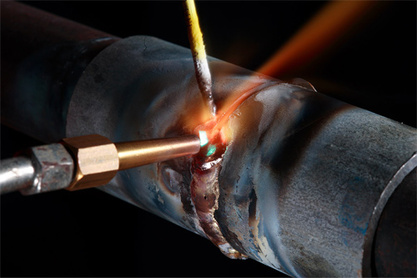
Figura 20. Soldadura heterogénea
http://tecnologiasruben.weebly.com/uniones-fijas.html
La soldadura homogénea se lleva a cabo cuando tanto los materiales como el metal de aportación son iguales o de la naturaleza. Cuando la soldadura se hace sin metal de aportación se le conoce como autógena (ver figura 21) y se puede hacer por forja, aluminotermica (por fusión, por presión, por fusión y presión), ultrasónica, por frotamiento y eléctrica. La soldadura eléctrica se puede realizar por arco o resistencia.

Figura 21. Soldadura autógena
http://www.indumetan.com/cuales-son-los-tipos-de-soldadura/
Soldabilidad
Se usa ampliamente para referirse a la facilidad con que se puede soldar una aleación. Para evaluar esta característica debe tenerse en cuenta la compatibilidad metalúrgica de un metal o aleación con un proceso específico de soldadura, esto implica que el metal base y el de aportación puedan ser combinados con el grado de dilucion (soldabilidad quimica) sin la producción de constituyentes o fases indeseables.
También es importante la aptitud del metal para ser soldado mediante un proceso de soldadura dado con cierta seguridad mecánica cumpliendo con los requerimientos y normas de ingeniería. Aparte de lo anterior se debe conocer la capacidad de las juntas soldadas que permitan cumplir los requerimientos estructurales especiales como resistencia a impacto a bajas temperaturas, estabilidad a altas temperaturas. Así la soldabilidad depende de las condiciones de preparación de la superficie, de las características químicas de los metales a soldar y de las propiedades mecánicas de la unión soldada.
La influencia de la composición química en la soldabilidad de los aceros es muy importante, los aceros al carbono (no aleados) sueldan bien en general, sobre todo aquellos de baja aleación (menos del 5% en total), y mucho mejor entre menor contenido de carbono.
Los aceros buenos para soldar son los aleados al Mo, Cr-Mo, Cr-Ni, Cr-V, Cr-Mn, pero siempre y cuando contengan bajos contenidos en carbono (C) y azufre (S).
En los aceros de alta aleación, la soldabilidad es buena en aceros ausenticos, pero no en el caso de los aceros ferríticos y martensíticos.
Fenómenos metalográficos de los aceros causantes de defectos e imperfecciones de soldadura
Junto a la region soldada, queda una zona de metal base afectada térmicamente que no llega a fundirse, pero que sí se calienta a temperaturas muy elevadas por la operación de soldadura, y se enfria rápidamente después. Esta zona es bastante estrecha aunque en ella la temperatura aumenta desde la temperatura ambiente hasta la de soldadura (1500ºC en aceros).
Se distinguen diferentes zonas desde la soldadura hasta la estructura del metal original:
– Zona de grano grueso, de austenizacion y crecimiento del grano.
– Zona de grano fino, de austenizacion completa y recristalizarían.
– Zona de transición, parcialmente transformada, de austenizacion incompleta.
– Zona afectada térmicamente o zona de influencia donde se produce re cristalización, crecimiento del grano, justo en la frontera con el metal de base sin afectar.
Estas zonas no están muy bien delimitadas, sino que se forman a causa de un gradiente continuo de temperatura y por ello su estructura trata de ser más similar a la original a medida que se separa del punto de soldadura.
Por lo anterior se genera una estructura heterogénea en las zonas contiguas a la unión soldada que empeoran sus propiedades mecánicas respecto a la del metal base, por eso entre más reducida sea la zona afectada térmicamente por la soldadura , mejor será la calidad de ésta (se tolera aproximadamente 12 mm con arco eléctrico y 30 mm con soplete). Para eliminar las tensiones inducidas por la soldadura se procede a un tratamiento localizado de la misma.
Las imperfecciones naturales del material y las dificultades cuando se realiza la soldadura en condiciones difíciles, posiciones incomodas, sumadas a las incontinuidades que se puedan presentar en los trabajos, requieren un análisis y estudio que se realiza mediante los ensayos no destructivos. En los ultimos años han tenido gran auge, pues permiten evaluar y calificar la calidad del procedimiento realizado. A continuación se explicaran los ensayos no destructivos mas comunes y aplicados en la evaluación de soldaduras.