La clasificación de las pruebas no destructivas se basa en la posición en donde se localizan las discontinuidades que pueden ser detectadas, por lo que se clasifican en:
12.4.1 PRUEBAS NO DESTRUCTIVAS SUPERFICIALES
Mediante esta técnica solo se compruebas la integridad superficial del material, por tal razón es conveniente utilizarla cuando es necesario detectar discontinuidades que están abiertas en la superficie o a menos de 3 mm de profundidad.
12.4.2 PRUEBAS NO DESTRUCTIVAS VOLUMÉTRICAS
Su aplicación permite conocer la integridad de un material en su espesor y detectar discontinuidades internas que no se ven en la superficie de la pieza.
12.4.3 PRUEBAS NO DESTRUCTIVAS DE HERMETICIDAD
Son aquellas en las que se prueba la capacidad de un componente o recipiente para contener un fluido a una presión superior, igual o inferior a la atmosférica sin que exixtan perdidas apreciables de presión o de volumen del fluido de pruebas en un periodo previamente establecido.
Los Ensayos no Destructivos pueden ser usados en cualquier paso de un proceso productivo, pudiendo aplicarse por ejemplo:
Durante la recepción de las materias primas que llegan al almacén; para comprobar la homogeneidad, la composición química y evaluar ciertas propiedades mecánicas.
Durante los diferentes pasos de un proceso de fabricación; para comprobar si el componente esta libre de defectos que pueden producirse por un mal maquinado, un tratamiento térmico incorrecto o una soldadura mal aplicada.
En la inspección final o de la liberación de productos terminados; para garantizar al usuario que la pieza cumple o supera sus requisitos de aceptación; que la parte es del material que e había prometido o que la parte o componente cumplirá de manera satisfactoria la función para la cual fue creada.
En la inspección y comprobación de partes y componentes que se encuentran en servicio; para verificar que todavía pueden ser empleados de forma segura; para conocer el tiempo de vida remanente o mejor aún, para programar adecuadamente los paros por mantenimiento y no afectar el proceso productivo
Debido a que no se alteran las propiedades del material y por lo tanto no existen desperdicios, con el empleo de los Ensayos no Destructivos sólo hay pérdidas cuando se detectan piezas defectuosas.
Este tipo de inspección es muy rentable cuando se inspeccionan partes o componentes críticos, en los procesos de fabricación controlada o en la producción de piezas en gran escala.
BENEFICIO DEL EMPLEO DE LOS ENSAYOS NO DESTRUCTIVOS
Antes de mencionar los beneficios de la aplicación de los END, es conveniente aclarar que éstos sólo deben ser parte de un buen programa de aseguramiento de calidad y que la información que de ellos de obtenga, si no es analizada y aplicad en medidas de tipo preventivo para evitar la repetición de los problemas, no reducirá los costos de producción y en un momento dado sí aumentaría los costos de inspección.
El primer beneficio que se puede observar es que aplicar correctamente los END y combinarlos con un buen análisis estadístico contribuye a mejora el control del proceso de fabricación de una parte, componente o servicio; también ayuda a mejorar la productividad de una planta, al prevenir paros imprevistos por falla de un componente crítico; además de ayudar a programar los planes de mantenimiento, lo que reduce el tiempo y el costo de la reparación.
También es importante mencionar que estos métodos, cuando se aplican como parte de la inspección preventiva reduce notablemente los costos de reparación o proceso, pero sobre todo ayudan a ahorrar tiempo y recursos que de otra forma se desperdiciarían en una pieza que finalmente puede tener un costo de producción muy superior al presupuestado.
Actualmente en los países desarrollados, la combinación de la inspección no destructiva con otras actividades del programa de aseguramiento de calidad ayuda a mantener un nivel de calidad uniforme en el producto final, lo que mejora la competitividad de sus productos en el mercado nacional e internacional.
Otro beneficio que normalmente no contemplan muchas empresas es que al emplear los END como una herramienta auxiliar del mantenimiento industrial, se tiene una mejor evaluación de las partes y componentes en servicio; lo que permite optimizar la planeación del mantenimiento correctivo. La aplicación de los END en la industria norteamericana evita pérdidas en el orden del 2% del PIB de ese país
LIMITACIONES DE LOS ENSAYOS NO DESTRUCTIVOS
La primera limitación a la que se enfrentan los usuarios de este tipo de pruebas es que en algunos casos la inversión inicial es alta, pero pueden ser justificada si se analiza correctamente la relación costo-beneficio, especialmente en lo referente a tiempos muertos en las líneas productivas. Un ejemplo de esto es que los END aplicados por la industria norteamericana sólo representan el 0,03% del precio al consumidor de un producto tan caro y delicado como son las partes aeronáuticas o los componentes nucleares.
Otra limitación es que la propiedad física a controlar es medida de forma indirecta; adicionalmente, es evaluada cualitativamente o por comparación. Esta limitante puede ser superada si se preparan patrones de comparación o referencia que permitan una calibración correcta de los sistemas de inspección.
Cuando no existen procedimientos de inspección debidamente preparados y calificado o cuando no se cuenta con patrones de referencia o calibración adecuados, una misma indicación puede ser interpretada y ponderada de forma diferente por dos o más inspectores.
Si bien los ensayos no destructivos son relativamente fáciles de aplicar, se requiere que el personal que los realice haya sido debidamente capacitado y calificado y que cuente con la experiencia necesaria a fin de que se interpreten y evalúen correctamente los resultados y se evite el desperdicios de material o las pérdidas de tiempo por sobre inspección.
Los ENSAYOS NO DESTRUCTIVOS se utilizan para detectar discontinuidades en piezas metálicas y no metálicas. Las discontinuidades son interrupciones en la estructura física, y en algunos casos pueden haber sido introducidas intencionalmente. Algunas veces la discontinuidad constituye un defecto. Los defectos son aquellas discontinuidades que no se ajustan a los criterios de aceptación porque menoscaban la utilidad de la pieza.
Los ensayos no destructivos NOocasionan daño a los materiales ensayados, por lo cual después del examen dichos materiales pueden ser utilizados. Estas pruebas permiten la identificación de materiales defectuosos antes de que sean conformados, maquinados, ensamblados o puestos en servicio. El rechazo o aceptación de una pieza con defectos depende del uso del componente.
Las pruebas también se utilizan para la inspección periódica de componentes en servicio. La ocurrencia de una falla muchas veces puede ser evitada con el uso de estos ensayos.
Los diferentes métodos de ensayos no destructivos se basan en la aplicación de fenómenos físicos tales como ondas electromagnéticas, acústicas, elásticas, emisión de partículas sub-atómicas, capilaridad,absorción y cualquier tipo de prueba que no implique un daño considerable a la muestra examinada. Los ensayos son realizados bajo procedimientos escritos, que atienden a los requisitos de las principales normas o códigos de fabricación, tales como el ASME, ASTM, API y el AWS entre otros. Los inspectores son calificados como Nivel I, II y III por la ASNT (American Society for Nondestructive Testing) según los requisitos de la Práctica Recomendada SNT-TC-1A, CP-189.
Figura 5.1 Diagrama de fases Hierro – Carbono que muestra la relación entre equilibrios estables de Hierro – Grafito (líneas discontinuas) y las reacciones metaestables de Hierro – Cementita (líneas continuas). [15]
Figura 5.2 Microestructura interna de la austenita: a) Estructura típica de la austenita (FCC), b) Micrografía interna de la fase austenítica. [3]
Figura 5.3 Microestructura interna de la ferrita. [4]
Figura 5.4 Microestructura interna de la cementita. Las zonas oscuras corresponde a cementita que es el mayor constituyente en la fundición blanca, las zonas claras corresponden a perlita. [5]
Figura 5.5 Microestructura interna de la ledeburita. [5]
Figura 5.6 Micro-estructura interna de la perlita. [6]
Figura 5.7 Microestructura interna del grafito. [5]
Figura 5.8 Regla de la palanca. [32]
Figura 5.9 Esquema del proceso acero eutectoide. [1]
Figura 5.10 a)Representación esquemática de un acero hipoeutectoide, b) Microestructura de un acero hipoeutectoide con 0,35% C, enfriado lentamente a partir de la región de austenita. El componente blanco es ferrita proeutectoide ; el componente oscuro es perlita, c) Esquema descriptivo acero Hipoeutectoide. [1]
Figura 5.11 a) Representación esquemática de las microestructuras de un acero hipereutectoide de composición entre 0,89% y 1,76% de Carbono, b) Microestructura de un acero hipereutectoide con 1.2% C, enfriado lentamente desde la región de austenita. En esta estructura, la cementita proeutectoide se muestra como el componente blanco que se ha formado en los límites del grano de la austenita anterior. La estructura restante está formada por perlita laminar gruesa. [1]
Figura 5.12 Esquema General Clasificación aceros. [7]
Figura 5.13 Ejemplo de esquema para un acero 1020. [7]
Figura 5.14 Ejemplo de esquema para un acero 3215. [8]
Figura 5.15 Diagrama Fe-C alterado por 2% de Si. Se puede ver la alteración de las composiciones eutectoide y eutéctica, la solubilidad máxima del carbono en la austenita; así como también eleva las temperaturas de ambas reacciones y estas ocurren ahora dentro de un rango. [22]
Figura 5.16 Distintos tipos de grafito. a) Laminar, b) Copos, c) Esferoidal, d) Vermicular.[22]
Figura 5.17. Esquema general de obtención de diferentes fundiciones. Para potenciales de grafitización altos y bajos, influyen principalmente la composición química; para potenciales medios, tiene mayor influencia la velocidad de enfriamiento. [22]
Figura 5.18 Microestructura fundición blanca.Las áreas oscuras corresponden a perlita, las cuales son dentritas de austenita trasnformada en (perlita). La región blanca corresponde a una matriz de cementita. [ 11]
Figura 5.19 Microestructura de fundiciones blancas. De izquierda a derecha respectivamente son: Hipoeutécticas, Eutéctica, Hipereutéctica.[22]
Figura 5.20 Microestructura fundición maleable. Microestructura fundición maleable (Grafito oscuro en forma de rosetas sobre una matriz de ferrita). [2]
Figura 5.21 Microestructura fundición gris. Hilos de grafito sobre una matriz de ferrita [2]
Figura 5.22 Microestructura de las clases de fundiciones grises: a) Matriz de perlita con cementita esferoidizada para trabajo a altas temperaturas, b) Gris aleada, y consta de grafito tipo A con carburos libres (zonas blancas), c) Templada y revenida, su microestructura consta de grafito en una matriz de martensita revenida. [2]
Figura 5.23Microestructura de la fundición gris: a) fundición perlítica, tomada a 200 aumentos; b) fundición ferrito – perlítica, tomada a 100 aumentos; c) fundición ferrítica, tomada a 100 aumento.[ 29]
Figura 5.24 Microestructura fundición nodular. Esferoides de grafito sobre una matriz de ferrita. [2]
Figura 5.25 Microestructura de una función grafito compacto. Fundición grafito compacto, las zonas oscuras corresponden a la gran presencia de grafito. [2]
Figura 5.26 Diagrama de bloques del sistema de medición de RMB. [20]
Figura 5.27 Fotografía de la estación experimental de medición de Ruido Magnético de Barkhausen. [20]
Figura 5.28 Microestructuras proeutectoides: a) Ferrita alotriomorfa, b) Ferrita widmanstätten. [24]
Figura 5.29 Microestructura de la cementita (zonas blancas), formada en un acero hipereutectoide. [24]
Figura 5.30a) Diagrama esquemático del crecimiento de una colonia de perlita a partir de la austenita madre, b) Colonias de perlita vista en microscopio óptico. [24]
Figura 5.31 Ubicación del tren de hileras en los tambores de la máquina. [25]
Figura 5.32 Detalle de los tambores escalonados de la máquina trefiladora. [25]
Figura 5.33 Detalle de la ubicación y montaje del alambre en las mordazas. [25]
Figura 5.34 Evolución de la curva de esfuerzo – deformación. [25]
Figura 5.35 Ensayo de trefilado en una máquina de tracción. [25]
LISTADO DE VÍDEOS
Vídeo 5.1 Resumen y explicación detallada diagrama hierro carbono [ 32]
Video 5.2 Ejercicio por el método Regla de la palanca (Diagrama Hierro-Carbono). [36]
Video 5.3 Ejercicio Por el método regla de la palanca (Diagrama Hierro – Molibdeno). [34].
Vídeo 5.4 Fabricación del acero.[33]
Vídeo 5.5 Proceso de fundición.[ 30]
LISTADO DE TABLAS
Tabla 5.1 Clasificación de los aceros según diferentes tipos de normas [11]
Tabla 5.2 Códigos para la designación de aceros rápidos según la norma AISI. [10]
Tabla 5.3 Relación entre la nomenclatura AISI-SAE con las propiedades mecánicas del acero. [10]
Tabla 5.4 Principales componentes de los aceros comerciales.[10]
Tabla 5.5 Clasificación de la fundición gris por su composición.[ 21]
Tabla 5.6 Clasificación de las fundiciones grises. [21]
Tabla 5.7 Composición química media del alambre. [25]
Tabla 5.8 Diámetros de reducción del proceso de trefilado húmedo. [25]
Tabla 5.9 Resultados del ensayo de trefilación para cada dado. [25]
5.1 Introducción
En el diagrama de equilibrio o de fases Fe-C, se representan las transformaciones que sufren los aceros al carbono con la temperatura, admitiendo que el calentamiento (o enfriamiento) de la mezcla se realiza muy lentamente de modo que los procesos de difusión (homogeneización) tienen tiempo para completarse.
Uno de los materiales de fabricación y construcción más versátil, más adaptable y más ampliamente usado es el ACERO. A un precio relativamente bajo, el acero combina la resistencia y la posibilidad de ser trabajado, lo que se presta para fabricaciones mediante muchos métodos. Además, sus propiedades pueden ser manejadas de acuerdo a las necesidades específicas mediante tratamientos con calor, trabajo mecánico, o mediante aleaciones.Los materiales No Ferrosos son: aluminio, magnesio, zinc, cobre, plomo y otros elementos metálicos. Las aleaciones como el latón y el bronce, son una combinación de algunos de estos metales y se les denomina aleaciones No ferrosas.
El Acero es básicamente una aleación o combinación de hierro y carbono (intervalo de carbono de 0,08% – 1,76%), las aleaciones en cambio poseen una concentración de carbono mayor a 1,76% lo que permite crear fundiciones que en oposición al acero son quebradizas y no es posible forjarlas sino que deben ser moldeadas.
Nota: Los porcentajes de carbono y los niveles de temperatura en un diagrama de equilibrio Fe – C, varían según el tipo de autor ( ya sea Askeland, Smith, etc).
A lo largo de este blog se hablarán de porcentajes de carbono, niveles de temperatura con algunos ejemplos y/o formas a utilizar esta valiosa herramienta (diagrama de equilibrio Fe – C) la cual se muestra en la Figura 5.1.
5.2 Diagrama Hierro – Carbono (Fe-C)
Para el estudio de las estructuras de los aceros industriales se necesita, en primer lugar, conocer y manejar con soltura el diagrama hierro-carbono, que se muestra en la Figura 5.1. Esta figura representa en realidad dos diagramas, el metaestable hierro-carbono y el diagrama estable hierro-grafito. La cementita no es una fase estable, aunque dada la lentitud de su transformación, el diagrama metaestable es el que tiene un mayor interés práctico para el estudio de los aceros. El diagrama estable hierro-grafito solo tiene interés en el estudio de las fundiciones al silicio. [14]
En el diagrama de fase de Hierro – Carbono se observan las formas alotrópicas del hierro sólido, BCC y FCC, a distintas temperaturas:
Hierro alfa (α): Su estructura cristalina es BCC con una distancia interatómica de 2.86 Å. Su temperatura va desde 0º- 910ºC, es relativamente blanda, prácticamente no disuelve en carbono.
Hierrogamma (γ): También conocida como Austenita. Se presenta de 723 ºC a 1492 ºC. Cristaliza en la estructura cristalina FCC con mayor volumen que la estructura hierro alfa. Disuelve fácilmente en carbono (más deformable que la ferrita).
Sus propiedades mecánicas dependen del contenido de carbono, pero podríamos dar como valores medios representativos: Una dureza de 300HB, una carga de rotura de 900MPa a 1100 MPa y alargamientos comprendidos entre 30 y 60%. [14]
Hierro delta (δ): Está localizada desde 1400 ºC y presenta una reducción en la distancia interatómica que la hace retornar a una estructura cristalina BCC. Su máxima solubilidad de carbono es 0.08% a 1492 ºC. No posee una importancia industrial relevante. A partir de 1539 ºC se inicia la fusión del Hierro puro.
Tomando como base el diagrama metaestable hierro-carbono, se denominan aceros a las aleaciones binarias con contenidos en carbono menor que 1,76%, mientras que las fundiciones de hierro tienen contenidos en carbono superiores a 1,76% (hasta aproximadamente 6,67%). Este diagrama muestra con claridad el comportamiento fuertemente gammáge no del carbono: la adición de carbono al hierro γ aumenta el dominio térmico de estabilidad de la austenita. Así, por ejemplo, la temperatura de transformación del hierro γ en hierro α aumenta hasta 1492°C para un contenido en carbono del 0.18% (punto peritéctico del diagrama), mientras que la de la transformación de la austenita en ferrita disminuye hasta 723°C para la aleación con 0.89% de carbono. El diagrama metaestable hierro-carbono muestra tres puntos invariantes característicos:
Punto peritéctico(1492°C): Fase líquida(0.4%C) + Fe δ (0.08%C) —>Fe γ (0.18% C)
Punto eutéctico(1130°C):Fase líquida(4.3%C) –>Austenita(1,76%C)+Fe3C (6.67%C)
Punto eutectoide(723°C):Austenita(0.89%C)–> Ferrita (0.025%C) + Fe3C (6.67%C)
Las lineas que delimitan las diferentes regiones del diagrama hierro-carbono identifican las situaciones en las que tienen lugar cambios estructurales: Las temperaturas de transformación se denominan temperaturas críticas, existiendo así tres temperaturas de especial interés: A1, A3 Y Acm. Las temperaturas A1 y A3 son las que respectivamente representan el inicio y el final de la transformación de la austenita desde el dominio donde están presentes las fases ferrita y cementita, mientras que se llama temperatura Acm a aquella que separa el dominio de estabilidad de la austenita de la zona bifásica austenita+cementita. Dado que estas transformaciones no ocurren exactamente a la misma temperatura al calentar y al enfriar, se denotan a veces como Ar o Ac para describir la transformación en el enfriamiento o en el calentamiento respectivamente. [14]
Figura 5.1 Diagrama de fases Hierro – Carbono que muestra la relación entre equilibrios estables de Hierro – Grafito (líneas discontinuas) y las reacciones metaestables de Hierro – Cementita (líneas continuas). [15]
El carbono se puede encontrar en las aleaciones hierro-carbono, tanto en estado ligado (Fe3C), como en estado libre (C, es decir, grafito), por eso, el diagrama comprende dos sistemas:
Fe-Fe3C (metalestable): Este sistema está representado en el diagrama con líneas llenas gruesas y comprende aceros y fundiciones blancas, o sea, las aleaciones con el carbono ligado, sin carbono libre (grafito).
Fe-C (estable): En el diagrama se representa con líneas punteadas; este sistema expone el esquema de formación de las estructuras en las fundiciones grises y atruchadas donde el carbono se encuentra total o parcialmente en estado libre (grafito).
Para estudiar las transformaciones que tienen lugar en aceros y fundiciones blancas se emplea el diagrama Fe-Fe3C, y para estudiar fundiciones grises, ambos diagramas (Fe-Fe3C y Fe-C). [16]
El carbono puede presentarse en tres formas distintas en las aleaciones Fe-C:
En solución intersticial.
Como carburo de hierro.
Como carbono libre o grafito.
A continuación se mostrara un vídeo (vídeo 5.1) resumiendo lo leído anteriormente y un una introducción al tema de las fases del diagrama hierro carbono.
Vídeo 5.1 Resumen y explicación detallada diagrama hierro carbono [ 32]
5.3 Fases Del Diagrama Hierro Carbono
5.3.1 Fase Austenítica (0% hasta 1,76% C)
La austenita es el constituyente más denso de los aceros y está formado por una solución sólida por inserción de carbono en hierro gamma, como lo muestra la Figura 5.2. La cantidad de carbono disuelto, varía de 0% a 1,76%, que es la máxima solubilidad de carbono en esta fase a temperaturas de 1130 °C. La austenita no es estable a la temperatura ambiente pero existen algunos aceros al cromo-níquel denominados austeníticos cuya estructura es austenita a temperatura ambiente. [18]
La austenita presenta las siguientes características:
Baja temperatura de fusión.
Buena tenacidad.
Excelente soldabilidad.
No es magnética.
Figura 5.2 Microestructura interna de la austenita: a) Estructura típica de la austenita (FCC), b) Micrografía interna de la fase austenítica. [3]
5.3.2 Fase Ferrítica
5.3.2.1 Ferrita alfa α (0% hasta 0,025%C)
Es el nombre dado a la solución sólida α. Su estructura cristalina es BCC con una distancia interatómica de 2.86 Å. Prácticamente no disuelve en carbono, como se puede observar en la Figura 5.3, donde se tiene un acero con bajo porcentaje de carbono.
La máxima solubilidad es 0,025% C a 723 °C, y disuelve sólo 0,008% de C a temperatura ambiente.
Figura 5.3 Microestructura interna de la ferrita. [4]
5.3.2.2 Ferrita delta δ (0% hasta 0,08%C)
Se inicia a los 1400ºC y presenta una reducción en la distancia interatómica que la hace retornar a una estructura cristalina BCC. Su máxima solubilidad de carbono es 0.08% a 1492ºC. Las características de la ferrita δ son:
Muy blanda.
Estructura cristalina BCC
Es magnética.
Muy poca posibilidad de disolución del carbono.
No posee una importancia industrial relevante. A partir de 1538ºC se inicia la fusión del Fe puro.
La ferrita δ es como la ferrita α, sólo se diferencian en el tramo de temperaturas en el cual existen.
5.3.3 Fase Cementita (0,025% hasta 6,67%C)
Se forma cementita (Fe3C) cuando se excede el límite de solubilidad del carbono en ferrita α por debajo de 723°C (la composición está comprendida en la región de fases α+Fe3C). La cementita, desde el punto de vista mecánico, es dura y frágil, y su presencia aumenta considerablemente la resistencia de algunos aceros.
La cementita se presenta de forma oscura al ser observada al microscopio como se puede ver en la Figura 5.4. Estrictamente hablando, la cementita es sólo metaestable; esto es, permanece como compuesto a temperatura ambiente indefinidamente. Pero si se calienta entre 650 y 700°C, cambia gradualmente o se transforma en hierro α y carbono, en forma de grafito, que permanece al enfriar hasta temperatura ambiente. Es decir, el diagrama de fases no está verdaderamente en equilibrio porque la cementita no es un compuesto estable. Sin embargo, teniendo en cuenta que la velocidad de descomposición de la cementita es extraordinariamente lenta, en la práctica todo el carbono del acero aparece como Fe3C en lugar de grafito y el diagrama de fases hierro-carburo de hierro es, en la práctica, válido.
Figura 5.4 Microestructura interna de la cementita. Las zonas oscuras corresponde a cementita que es el mayor constituyente en la fundición blanca, las zonas claras corresponden a perlita. [5]
La cementita posee las siguientes propiedades:
Alta dureza.
Muy frágil.
Alta resistencia al desgaste.
5.3.4 Fase Ledeburita
La ledeburita no es un constituyente de los aceros, sino de las fundiciones. Se encuentra en las aleaciones Fe-C cuando el porcentaje de carbono en hierro aleado es superior al 25%, es decir, un contenido total de 1.76% de carbono.
La ledeburita se forma al enfriar una fundición líquida de carbono (de composición alrededor del 4.3% de C) desde 1130ºC, siendo estable hasta 723ºC, descomponiéndose a partir de esta temperatura en ferrita y cementita. Está formada por 52% de cementita y 48% de austenita. La ledeburita no existe a temperatura ambiente en las fundiciones ordinarias debido a que en el enfriamiento se transforma en cementita y perlita; sin embargo en las fundiciones se puede conocer las zonas donde existió la ledeburita por el aspecto eutéctico con que quedan las agrupaciones de perlita y cementita. [17]
En la Figura 5.5 se muestra la microestructura de la ledeburita la cual fue descrita anteriormente.
Figura 5.5 Microestructura interna de la ledeburita. [5]
5.3.5 Fase Perlita
Es la mezcla eutectoide que contiene 0,89 % de C y se forma a 723°C a un enfriamiento muy lento. Es una mezcla muy fina, tipo placa o laminar de ferrita y cementita. Se le da este nombre porque tiene la apariencia de una perla al observarse microscópicamente a pocos aumentos.
Cuando esta estructura laminar es muy fina (las láminas son muy delgadas) la perlita se ve al microscopio óptico como negra. Sin embargo ambas fases, ferrita y cementita en condiciones normales de ataque son blancas. El color oscuro o negro lo producen el gran número de límites de grano existentes entre la matriz ferrítica y las láminas de cementita. Se comprende que cuanto más anchas sean las láminas (se habla entonces de perlita abierta o basta) la tonalidad se irá aclarando hasta poder distinguirse las distintas láminas, no por ello la perlita pierde su carácter de microconstituyente.
Hay dos tipos de perlita:
Perlita fina: dura y resistente.
Perlita gruesa: menos dura y más dúctil.
La perlita gruesa es más dúctil que la perlita fina a consecuencia de la mayor restricción de la perlita fina a la deformación plástica. Mecánicamente las perlitas tienen las propiedades intermedias entre la blanda y dúctil ferrita y la dura y quebradiza cementita(Figura 5.6).
Figura 5.6 Micro-estructura interna de la perlita. [6]
5.3.6 Fase Grafito
Cuando las aleaciones hierro carbono, exceden el 1,76% de carbono se tiende a formar grafito, en la matriz de la aleación. Es especialmente cierto en la fundición gris, donde el grafito aparece en forma de escamas y es una característica predominante de la microestructura. En la Figura 5.7 se observa la forma típica del grafito, que muestra la formación de este, con un aspecto de esferas.
Figura 5.7 Microestructura interna del grafito. [5]
Es bastante duro, por lo que una cantidad elevada de grafito hace que la aleación sea muy dura pero a la vez, muy frágil, además los copos de grafito imparten una buena maquinabilidad actuando como rompe virutas, y también presentan una buena capacidad de amortiguación.
El grafito se puede clasificar en varios tipos:
El grafito tipo A: Es obtenido cuando son utilizadas bajas velocidades de solidificación. Una fundición que presente este tipo de grafito adquiere propiedades como superficie mejor acabadas, respuesta rápida a algunos tratamientos térmicos, baja dureza, alta tenacidad y alta ductilidad.
El grafito tipo B: Se presenta en una fundición que muestra una composición casi eutéctica.
El grafito tipo C: Aparece en hierros hipereutécticos, preferiblemente con altos contenidos de carbono.
Los grafitos tipo D y E: Se forman cuando las velocidades de enfriamiento son altas pero no tan altas como para formar carburos. Sus propiedades son alta dureza y resistencia a la tracción, baja ductilidad y baja tenacidad.
5.4Regla de la Palanca.
La regla de la palanca, es un método que permite conocer la composición química de las fases y las cantidades relativas de cada una de ellas.Para determinar la composición química de las fases primero se debe trazar una línea de enlace o isoterma, la cual es una línea horizontal en una región de dos fases como se muestra en la figura 54, esta línea une dos puntos de la línea de liquidus y solidus en este caso. Los extremos de esta línea representan las composiciones de las dos fases. A continuación prolongar los puntos hasta tocar la línea de composición en los puntos Ca y Cl. El punto Ca quiere decir que la aleación considerada a la temperatura (T) contiene líquido de una composición química de % del elemento B y el restante del elemento A. El punto Cl quiere decir que la aleación considerada contiene sólido de una composición química de % del elemento B y el restante del elemento A.[32]
Figura 5.8 Regla de la palanca. [32]
Se basó en la figura 5.8 para determinar las siguientes ecuaciones las cuales permitirán encontrar las proporciones de cada una de las fases.
(1)
(2)
A continuación se mostrarán dos videos en el cual se realizarán dos ejercicios por el método regla de la palanca explicados anteriormente (Video 5.2 y Video 5.3).
Video 5.2 Ejercicio por el método Regla de la palanca (Diagrama Hierro-Carbono). [36]
Video 5.3 Ejercicio Por el método regla de la palanca (Diagrama Hierro – Molibdeno). [34].
5.5 Aceros
El acero – el metal más utilizado en nuestro siglo y el que en mayor grado ha posibilitado el desarrollo actual -, desde un punto de vista químico, es una aleación o mezcla de dos elementos, hierro y carbono; con una composición de éste último en un intervalo de 0,008% – 1,76%. El hecho de que estos dos elementos abunden en la Naturaleza ha posibilitado su fabricación (vídeo 5.4) en cantidades industriales.
Aunque el hierro es su componente predominante, el acero se distingue del hierro común o fundición por su templabilidad, esto es, calentando un acero a cierta temperatura y enfriado rápidamente, por ejemplo en agua, las características del metal cambian, volviéndose en este caso más duro y frágil. [19]
Vídeo 5.4 Fabricación del acero.[33]
5.4.1 Acero Eutectoide
En la figura 5.9 se explica con sumo detalle y resumen la composición, temperatura y/o caracteristicas que componen el acero eutectoide.
Figura 5.9 Esquema del proceso acero eutectoide. [1]
5.4.2 Acero Hipoeutectoide
Se denomina acero hipoeutectoide a las aleaciones entre 0,008% y 0,89% de carbono según el diagrama hierro-carbono. El acero hipoeutectoide está formado por una mezcla de ferrita más perlita.
Presentan una fase austenítica sólida a una composición inferior a 0.89% C con granos orientados al azar.
La Figura 5.10 es una representación microestructural, esquematica y analitica del acero hipoeutectoide. [1]
Figura 5.10 a)Representación esquemática de un acero hipoeutectoide, b) Microestructura de un acero hipoeutectoide con 0,35% C, enfriado lentamente a partir de la región de austenita. El componente blanco es ferrita proeutectoide ; el componente oscuro es perlita, c) Esquema descriptivo acero Hipoeutectoide. [1]
Los aceros hipoeutectoides pueden ser usados en elementos de máquinas (Elementos de sujeción y transmisión de potencia) y tienen las siguientes características:
Al carbono y también aleados.
Son plásticos y poseen buena resistencia mecánica.
Bajo carbono hasta 0.2 % C, medio carbono 0.2%-0.5% C y alto carbono 0.5 %C.
5.5.3 Acero hipereutectoide
Se denomina acero hipereutectoide a aquellos aceros que en su composición y de acuerdo con el diagrama hierro-carbono tienen un porcentaje de carbono entre 0,89% y 1,76%. Su constituyente principal es la cementita (Carburo de hierro (Fe3C)). Es un material duro y de difícil mecanización.
Si una muestra de acero al carbono simple con 1.2% C (acero hipereutectoide) es calentada a casi 950°C y se mantiene así el suficiente tiempo, toda su estructura llegará a estar formada esencialmente por austenita (punto a de la figura 5.11 a)). Después, si ese acero se enfría muy lentamente hasta la temperatura b de la figura 5.11 a) , la cementita proeutectoide empezará a nuclearse y crecerá principalmente en los límites del grano de la austenita. Si se sigue enfriando lentamente hasta llegar al punto c de la figura 5.11 a) , el cual se encuentra apenas arriba de los 723°C, se producirá más cementita proeutectoide lo que sucederá en las fronteras de grano de la austenita. Si las condiciones próximas al equilibrio se mantienen mediante enfriamiento lento, el contenido general de carbono de la austenita restante en la aleación cambiará de 1.2% a 0.89%.
Si el enfriamiento lento continúa hasta 723°C o muy ligeramente por debajo de esa temperatura, la austenita restante se transformará en perlita por la reacción eutectoide, según se indica en el punto d de la figura 5.11 a) . La cementita formada por la reación eutectoide se llama cementita eutectoide para distinguirla de la cementita proeutectoide que se forma a temperaturas arriba de los 723°C. Asimismo, la ferrita formada por la reacción eutectoide se denomina ferrita eutectoide . La figura 5.11 b) es una micrografía óptica de la estructura de un acero hipereutectoide con 1.2% C que fue austenitizada y enfriada lentamente hasta la temperatura ambiente. [1]
Los aceros hipereuctectoides presentan las siguientes características:
Generalmente aleados.
Muy alta resistencia mecánica.
Mayor módulo de Young, muy elásticos.
Alta resistencia mecánica y muy alta dureza.
Figura 5.11 a) Representación esquemática de las microestructuras de un acero hipereutectoide de composición entre 0,89% y 1,76% de Carbono, b) Microestructura de un acero hipereutectoide con 1.2% C, enfriado lentamente desde la región de austenita. En esta estructura, la cementita proeutectoide se muestra como el componente blanco que se ha formado en los límites del grano de la austenita anterior. La estructura restante está formada por perlita laminar gruesa. [1]
5.6 Clasificación De Los Aceros
Existe una gran variedad en la forma de identificar y clasificar a los aceros. Sin embargo, la mayoría de los aceros utilizados industrialmente presentan una designación normalizada expresada por medio de cifras, letras y signos. Hay dos tipos de designaciones para cada tipo de material, una simbólica y otra numérica.
La designación simbólica expresa normalmente las características físicas, químicas o tecnológicas del material y, en muchos casos, otras características suplementarias que permitan su identificación de una forma más precisa.
Por otro lado, la designación numérica expresa una codificación alfanumérica que tiene un sentido de orden o de clasificación de elementos en grupos para facilitar su identificación. En este caso, la designación no tiene un sentido descriptivo de características del material.
En general, cuando se acomete el tema de hacer una clasificación de los aceros, ésta dará resultados diferentes según el enfoque que se siga. Así, se puede realizar una clasificación según la composición química de los aceros, o bien, según su calidad. También se pueden clasificar los aceros atendiendo al uso a que estén destinados, o si se quiere, atendiendo al grado de soldabilidad que presenten.
La alta variedad de aceros ha hecho surgir una alta gama de normatividad que puede cambiar de un país a otro algunas de estas son:
ANSI –(American National Standards Institute)
ACI –(American National Standards Institute)
AWS –(American Welding Society)
ASME –(American Society of Mechanical Engineers)
CENIM – (Centro Nacional de Investigaciones Metalúrgicas)
5.6.1 La Norma AISI-SAE
AISI es el acrónimo en inglés de American Iron and Steel Institute (Instituto americano del hierro y el acero), mientras que SAE es el acrónimo en inglés de Society of Automotive Engineers (Sociedad de Ingenieros Automotores) esta utiliza un esquema general para realizar la clasificación de los aceros de 4 dígitos (Y Z XX).
También pueden incluir un prefijo mediante letras para indicar el tipo de proceso de manufactura.
XX: Nos indica el porcentaje (%) contenido de carbono multiplicado por 100
Z: Para aceros de aleación simple indica el porcentaje aproximado del elemento predominante de aleación.
Y: Nos indica el tipo de acero o de la aleación(Figura 5.12) y Puede tomar valores de 1 a 8 para designar tipo de aceros o aleación a continuación veremos según el número que significa.
Y=1: aceros al Carbono (corriente u ordinario);
Y=2: aceros al Níquel;
Y=3: aceros al Níquel-Cromo;
Y=4: aceros al Molibdeno, Cr-Mo, Ni-Mo, Ni-Cr-Mo;
Y=5: aceros al Cromo;
Y=6: aceros al Cromo-Vanadio;
Y=7: esta numeración indica que son aceros resistentes al calor, pero estos no se fabrican habitualmente.
Y=8: al Ni-Cr-Mo;
Figura 5.12 Esquema General Clasificación aceros. [7]
Ejemplos de aplicación para la correcta interpretación de la norma AISI- SAE.
Designar los siguientes tipos de aceros.
AISI 1020:
1: Para indicar que se trata de un acero corriente u ordinario Como se representa en la Figura 5.13.
20: Contenido máximo de carbono del 0.20%C.
Figura 5.13 Ejemplo de esquema para un acero 1020. [7]
AISI 1045:
1: acero corriente u ordinario.
0: no aleado.
45: 0.45 %C.
AISI 3215: En la Figura 5.14 podemos apreciar un ejemplo.
3: acero al Níquel-Cromo;
2:contenido del 1.6% de Ni, 1.5% de Cr.
15:contenido del 0.15% de carbono (C).
Figura 5.14 Ejemplo de esquema para un acero 3215. [8]
En la Tabla 5.1 podemos encontrar una completa comparación entre las normas AISI, SAE y UNS para la clasificación de aceros con aleantes, no obstante, la composición de los aceros no es exacta, sino que existe un rango de tolerancia aceptable en referencia a los valores indicados en normas o catálogo.
Tabla 5.1 Clasificación de los aceros según diferentes tipos de normas [11]
Viendo la gran variedad de aceros que existen en la industria las normas se vieron obligadas a crear nuevas formas de designar los aceros que iban sufriendo para dar una correcta información tanto de su composición química como el uso o la forma como debe ser tratada es así como en la Tabla 5.2 se pueden observar la designación o símbolo para cada tipo acero rápido según su aplicación.
Tabla 5.2 Códigos para la designación de aceros rápidos según la norma AISI. [10]
Tabla 5.3 Relación entre la nomenclatura AISI-SAE con las propiedades mecánicas del acero. [10]
En la Tabla 5.3 se puede observar como un acero con un porcentaje de carbono que va desde un 0.1%C hasta 0.8%C varía sus propiedades a la resistencia, esto nos permite en forma ordenada y clara seleccionar el material adecuado que deseamos utilizar.
En la Tabla 5.4 se indican los principales aleantes para los aceros comerciales, los aceros aleados presentan un porcentaje de cada uno de los elementos de la tabla, mientras los simples comunes u ordinarios solo presentan dentro de su constitución dos o tres elementos aleantes como máximo.
Tabla 5.4 Principales componentes de los aceros comerciales.[10]
Los diferentes tipos de acero se pueden también clasificar de acuerdo a los elementos de aleación que producen distintos efectos en el Acero:
5.6.2 Aceros Al Carbono
Más del 90% de todos los aceros son aceros al carbono. Estos aceros contienen diversas cantidades de carbono y menos del 1,65% de manganeso, el 0,60% de silicio y el 0,60% de cobre. Entre los productos fabricados con aceros al carbono figuran máquinas, carrocerías de automóvil, la mayor parte de las estructuras de construcción de acero, cascos de buques, somieres y horquillas.
5.6.3 Aceros Aleados
Estos aceros contienen un proporción determinada de vanadio, molibdeno y otros elementos, además de cantidades mayores de manganeso, silicio y cobre que los aceros al carbono normales. Estos aceros de aleación se pueden subclasificar en:
5.6.3.1 Aceros Estructurales
Es fundamentalmente una aleación de hierro (mínimo 98 %), con contenidos de carbono menores del 1 % y otras pequeñas cantidades de minerales como manganeso, para mejorar su resistencia. Y el fósforo, azufre, sílice y vanadio para mejorar su soldabilidad y resistencia a la intemperie. Es un material usado para la construcción de estructuras, de gran resistencia, producido a partir de materiales muy abundantes en la naturaleza. Entre sus ventajas está la gran resistencia a la tensión y compresión y el costo razonable.
A pesar de la susceptibilidad al fuego y a la intemperie es el material estructural más usado, por su abundancia, facilidad de ensamblaje y costo razonable.
La alta resistencia del acero por unidad de peso, permite estructuras relativamente livianas, lo cual es de gran importancia en la construcción de puentes, y edificios altos. Sus propiedades no se alteran con el tiempo, ni varían con la localización en los elementos estructurales.
Es el material que más se acerca a un comportamiento linealmente elástico, hasta alcanzar esfuerzos considerables. Permite soportar grandes deformaciones sin falla, alcanzando altos esfuerzos en tensión, ayudando a que las fallas sean evidentes. Tiene la capacidad de absorber grandes cantidades de energía en deformación (elástica e inelástica) y de unirse fácilmente con otros miembros (en perfiles se puede conectar fácilmente a través de remaches, tornillos o soldadura).
La resistencia del acero puede disminuir cuando se somete a un gran número de inversiones de carga o a cambios frecuentes de magnitud de esfuerzos a tensión (cargas pulsantes y alternativas).
5.6.3.2 Aceros para herramientas.
En este grupo se incluyen todos los aceros que normalmente se emplean para la fabricación de útiles o herramientas destinados a modificar la forma, tamaño y dimensiones de los materiales por cortadura, por presión o por arranque de viruta. Son aquellos aceros de alta calidad que se emplean en herramientas para cortar y modelar metales y no-metales. Por lo tanto, son materiales empleados para cortar y construir herramientas tales como taladros, escariadores, fresas, terrajas y machos de roscar.
Los aceros de herramientas tienen generalmente un contenido en carbono superior a 0.30%, aunque a veces también se usan para la fabricación de ciertas herramientas, aceros de bajo contenido en carbono (0.1 a 0.30%).
La templabilidad de los aceros aumenta con el contenido en elementos de aleación, excepto en el caso del cobalto, el cual es único elemento que la hace disminuir. En el caso de los aceros de herramientas, el término tenacidad se refiere más a la capacidad de sufrir golpes sin rotura que a la facultad de absorber energía durante la deformación.
Los aceros de herramientas con contenidos en carbono medios y bajos, son los que presentan mejor tenacidad y constituyen el material utilizado en la fabricación de herramientas resistentes al choque.
El acero de herramienta que presenta mejor maquinabilidad tiene un índice aproximadamente igual al 30%, por lo tanto como referencia para comparar la maquinabilidad de los distintos aceros de herramientas. La maquinabilidad y facilidad de trabajo de los aceros de herramientas disminuye al aumentar el contenido de carbono y elementos de aleados.
Los aceros para herramientas se pueden clasificar como:
Aceros al carbono: Para la fabricación de herramientas para los usos más diversos, se emplean aceros sin elementos de aleación con porcentajes de carbono variables de 0.50 a 1.40%. Para herramientas que deban tener gran tenacidad como martillos y picas; se emplean medios contenidos en carbono 0.50 a 0.70%. Para herramientas de corte como brocas, cuchillas, y limas; calidades intermedias de 0.70 a 1%.
Aceros rápidos: La característica fundamental de estos aceros es conservar su filo en caliente, pudiéndose trabajar con las herramientas casi al rojo (Temperatura = 600ºC) sin disminuir su rendimiento. Algunas composiciones típicas de los aceros rápidos son: C = 0.75%, W = 18%, Cr = 4% y V = 1% ; otra C = 0.75%, W = 18%, Co = 4% y V = 1.25%.
Aceros indeformables: reciben este nombre los aceros que en el temple no sufren casi deformaciones y con frecuencia después del temple y revenido quedan con dimensiones prácticamente idénticas a las que tenían antes del tratamiento. Esto se consigue empleando principalmente el cromo y el manganeso como elementos de aleación. Estos aceros templan con un simple enfriamiento al aire o en aceite. Composiciones típicas: C = 2% y Cr = 12%; C = 1% y Cr = 5% y otra C = 1% y Mn = 1%.
Aceros al corte no rápidos: se agrupan varios aceros aleados, principalmente con cromo y wolframio, muy empleados para la fabricación de herramientas de corte que no deben trabajar en condiciones muy forzadas. Pueden considerarse como unas calidades intermedias entre los aceros rápidos y los aceros al carbono, y la mayoría de herramientas fabricadas con ellos suelen quedar con durezas comprendidas entre 60 y 66 Rockwell-C.
5.7 Fundiciones
Las fundiciones de hierro son aleaciones de hierro carbono del 2 al 5% (Figura 5.15), cantidades de silicio del 2 al 4%, del manganeso hasta 1%, bajo azufre y bajo fósforo. Se caracterizan por que se pueden vaciar del horno cubilote para obtener piezas de muy diferente tamaño y complejidad pero no pueden ser sometidas a deformación plástica, no son dúctiles ni maleables y poco soldables pero sí maquinables, relativamente duras y resistentes a la corrosión y al desgaste.
Las fundiciones tienen innumerables usos y sus ventajas más importantes son:
– Son más fáciles de maquinar que los aceros.
– Se pueden fabricar piezas de diferente tamaño y complejidad.
– En su fabricación no se necesitan equipos ni hornos muy costosos.
– Absorben las vibraciones mecánicas y actúan como autolubricantes.
– Son resistentes al choque térmico, a la corrosión y de buena resistencia al desgaste.[35]
Figura 5.15 Diagrama Fe-C alterado por 2% de Si. Se puede ver la alteración de las composiciones eutectoide y eutéctica, la solubilidad máxima del carbono en la austenita; así como también eleva las temperaturas de ambas reacciones y estas ocurren ahora dentro de un rango. [22]
Las fundiciones dependiendo del proceso de fabricación pueden seguir el camino Metaestable la fase rica en carbono del constituyente eutéctico en Cementita (Fe3), mientras que cuando sigue el camino Estable el eutéctico es Austenita + Grafito. De este modo se distinguen las fundiciones Blancas (Diagrama Metaestable), fundiciones Grises (Diagrama Estable) y funiciones Atruchadas o Acoquilladas (Ambos diagramas, formándose en el curso de su solidificación tanto Cementita como Grafito).se puede clasificar como fundición gris y fundición blanca. Además de esta clasificación fundamental existen otros factores importantes al momento de clasificar las fundiciones, uno de ellos es la microestructura de la fase matriz, que puede ser ferrita, perlita, vainita, martensita o austenita, y en relación con la fundiciones grises, se tiene en cuenta la forma del grafito, existiendo laminares, esferoidales y de grafito compacto, estas formas de grafito se pueden observar en la Figura 5.16.
Figura 5.16 Distintos tipos de grafito. a) Laminar, b) Copos, c) Esferoidal, d) Vermicular.[22]
En la Figura 5.17 se esquematiza la obtención de las diferentes familias de fundiciones.
Figura 5.17. Esquema general de obtención de diferentes fundiciones. Para potenciales de grafitización altos y bajos, influyen principalmente la composición química; para potenciales medios, tiene mayor influencia la velocidad de enfriamiento. [22]
Al igual que los aceros las fundiciones se pueden clasificar como funciones eutécticas, cuando el contenido en carbono es del 4.3% en peso, fundiciones Hipoeutécticas cuando el contenido de carbono es menor y fundiciones Hipereutécticas cuando el contenido en carbono es mayor. Según el diagrama de fases, las fundiciones funden a temperaturas considerablemente más baja que la de los aceros. A continuación se puede observar un vídeo (vídeo 5.5)con el paso a paso de una fundición.
Vídeo 5.5 Proceso de fundición.[ 30]
5.7.1 Fundición Blanca
La fundición blanca son aleaciones de Hierro y Carbono las cuales terminan su solidificación a 1130°C con la siguiente transformación eutéctica: Liq (4.3%) → Austenita (1.76%) + Fe3C (6.67%), este agregado recibe el nombre de Ledeburita el cual es un constituyente muy frágil y duro. Por esta razón su mayor interés industrial radica en la composiciones Hipoeutécticas (1.76% a 4.3% C). La microestructura se representa en la Figura 5.18 y 5.19. Esta se forma al enfriar rápidamente la fundición de hierro desde el estado líquido, durante el enfriamiento la austenita solidifica a partir de la aleación fundida en forma de dendritas. Se distinguen por que al fracturarse presenta un color blanco brillante.
La Fundición blanca es la de menor uso industrial. En general no son maquinables y el acabado se realiza siempre por rectificado; es usada en casos en que la resistencia al desgaste es lo más importante y la aplicación a la cual está destinada no requiere buena ductilidad ni maleabilidad como es el caso de las camisas para mezcladoras de cemento, bolas de trituración para acería, camisas interiores de las hormigoneras. Generalmente la fundición blanca se obtiene como producto de partida para fabricar la fundición Maleable.
Figura 5.18 Microestructura fundición blanca.Las áreas oscuras corresponden a perlita, las cuales son dentritas de austenita trasnformada en (perlita). La región blanca corresponde a una matriz de cementita. [ 11]
Figura 5.19 Microestructura de fundiciones blancas. De izquierda a derecha respectivamente son: Hipoeutécticas, Eutéctica, Hipereutéctica.[22]
5.7.1.1 Ventajas
Tiene una gran dureza y elasticidad gracias a la gran cantidad de carburo de hierro que posee.
Son las fundiciones que poseen la mayor resistencia al desgaste y a la abrasión.
Favorece la formación de cementita y aumenta la dureza de la matriz.
5.7.1.2 Desventajas
Debido a su dureza son difíciles de mecanizar y su utilización en la industria es limitada.
Son demasiado frágiles.
Propiedades como: resiliencia, plasticidad, ductilidad y maleabilidad son muy bajas.
5.7.2 Fundición Maleable
Esta fundición apareció del afán de ablandar la fundición blanca y convertirla en un material tenaz.
La fundición maleable se obtiene a partir de la fundición blanca por calentamiento prolongado en atmósfera inerte (para prevenir la oxidación) a temperaturas entre 800 y 900 °C. Bajo estas condiciones la cementita se descompone para dar grafito en forma de racimos o rosetas dentro de la matriz ferrítica o perlítica de modo similar a la de la fundición esferoidal Figura 5.20.
La fundición maleable se suele emplear en tubos de dirección y engranajes de transmisión, muelles tubulares y partes de válvulas, también se utiliza como accesorios para cañerías, transmisión y conducción de líquidos y gases, piezas pequeñas, o piezas de bajo espesor.
Existen dos procedimientos de fabricación -Ambos procesos consisten en la fabricación de las piezas en fundición, seguido de proceso térmico denominado recocido- que dan lugar a:
Fundición maleable Europea o de corazón blanco (Zona exterior descarburada y zona interior de ferrita y perlita). En el proceso de recocido la fundición blanca se descarbura por difusión de C por efecto de un oxidante mineral, quedando así un material muy tenaz y parecido aun acero de bajo carbono.
Fundición maleable Americana o de corazón negro (Ferrita y copos de Grafito). En este procedimiento la pieza se rodea con materias neutras como arena, en este proceso la fundición blanca no se descarbura, en cambio durante el recocido el carbono precipita bajo la forma de copos de grafito dando lugar a una mayor tenacidad y resistencia con relación a los valores que representa la fundición gris, además de una elevada maquinabilidad.
Figura 5.20 Microestructura fundición maleable. Microestructura fundición maleable (Grafito oscuro en forma de rosetas sobre una matriz de ferrita). [2]
Las fundiciones maleables encontraron su aplicación particular en la fabricación de piezas de forma complicada, en sustitución del acero moldeado. Con el tiempo fueron reemplazadas por las fundiciones nodulares, evitándose así el costo de los tratamientos de tiempos prolongados.
5.7.2.1 Ventajas
Posee las características de una fundición gris como son la resistencia a la corrosión, el bajo precio, una buena dureza y una gran maquinabilidad.
Al tener una estructura de colada que contiene partículas de grafito en forma de pequeños nódulos esferoidales en una matriz metal dúctil, la fundición nodular obtendrá una mayor resistencia y una mejor ductilidad respecto a la fundición gris.
Es menos densa que el acero y la diferencia entre ambos puede llegar al 10%.
5.7.3 Fundición Gris
Se llama así por el aspecto de su fractura, que es de color gris. Es aquella en la cual el carbono se encuentra en alto grado o en su totalidad en estado libre en forma de grafito laminar.
La fundición gris (a excepción de la blanca) se diferencia del acero debido que en su estructura hay inclusiones de grafito cuya cantidad, forma, tamaño y distribución varían dentro de unos límites muy amplios y da lugar a diferentes fundiciones grises. Estas fundiciones son un material compuesto de grafito, y de otro material matriz que frecuentemente está compuesto por un intermertálico cerámico (cementita), y otro material (ferrita) que es metálico. (29)
Las fundiciones grises hipoeutécticas tienen un contenido de Carbono entre 2.5% – 4.0% y 1% – 3% de Silicio. Los principales constituyentes de las fundiciones grises son ferrita, perlita, steadita y grafito. El grafito suele aparecer como hilos dentro de una matriz de ferrita o perlita, como se muestra en la figura 5.21 y, en la figura 5.22 se pueden identificar las diferentes clases de fundiciones grises.
Desde un punto de vista mecánico las fundiciones grises son frágiles y poco resistentes a la tracción, su resistencia y ductilidad a los esfuerzos de compresión son mayores.
El hierro gris es uno de los materiales ferrosos más empleados y su nombre se debe a la apariencia de su superficie al romperse.
Estas fundiciones amortiguan de forma óptima las vibraciones y en un mayor grado que los aceros, por lo que en sistemas de transmisión de potencia y mecanismos son muy utilizadas. A la temperatura de colada tienen mucha fluidez por lo que permite moldear piezas de formas complejas. Es además, uno de los materiales metálicos más baratos. Se utiliza en bloque de motores, tambores de freno, cilindros y pistones de motores.
Figura 5.21 Microestructura fundición gris. Hilos de grafito sobre una matriz de ferrita [2]
Figura 5.22 Microestructura de las clases de fundiciones grises: a) Matriz de perlita con cementita esferoidizada para trabajo a altas temperaturas, b) Gris aleada, y consta de grafito tipo A con carburos libres (zonas blancas), c) Templada y revenida, su microestructura consta de grafito en una matriz de martensita revenida. [2]
La norma ASTM A48 divide las fundiciones grises en diferentes clases en función de su resistencia mecánica (El numero identificativo de cada clase expresa su resistencia a la tracción en ksi). Las tabla 5.5 muestra la composición química y la tabla 5.6 la resistencia a la tracción, resistencia a la compresión y modulo elástico de tracción.
Tabla 5.5 Clasificación de la fundición gris por su composición.[ 21]
Tabla 5.6 Clasificación de las fundiciones grises. [21]
5.7.3.1 Clasificación de las fundiciones grises
Las fundiciones grises se pueden clasificar de varia formas, pero una de las más usuales esla clasificación por la estructura de la matriz:
Fundición gris perlítica.
Su estructura está formada de perlita con inclusiones de grafito (en la figura 5.23 a, el
grafito se ve en forma de vetas pequeñas). Como se sabe, la perlita contiene un 0,8 % deC, por consiguiente, esta unidad de carbono se halla en la fundición perlítica gris enestado ligado (es decir, en forma de cementita). La cantidad restante se encuentra enestado libre, o sea, en forma de grafito. [ 29]
Fundición gris ferrítica.
En esta fundición la matriz es ferrita y todo el carbono que hay en la aleación está en forma de grafito (ver figura 5.23c).[ 29]
Fundición gris ferrito-perlítica.
La estructura de esta fundición está formada por ferrita y perlita e inclusiones de grafito.En esta fundición la cantidad de carbono ligado es menor que el 0,8 % de C(ver figura 5.23 b).[ 29]
Figura 5.23Microestructura de la fundición gris: a) fundición perlítica, tomada a 200 aumentos; b) fundición ferrito – perlítica, tomada a 100 aumentos; c) fundición ferrítica, tomada a 100 aumento.[ 29]
5.7.3.2 Ventajas
Las fundiciones son, en general, mucho más fáciles de mecanizar que los aceros. [ 29]
Las piezas de fundiciones grises son, en general más baratas que las de acero (que es elmaterial que más se utiliza en los talleres y fábricas de maquinaria, motores, instalaciones,etc). Su fabricación es también más sencilla por emplearse instalaciones menos costosas yrealizarse la fusión a temperaturas relativamente poco elevadas y más bajas que aquellas correspondientes al acero.[ 29]
En la solidificación presentan mucho menos contracción que los aceros y, además, sufabricación no exige como en los aceros, el empleo de refractarios relativamente especiales de precio elevado. [ 29]
5.7.3.3 Desventajas
Tiene una baja resistencia a la tracción y ductilidad; por lo tanto su resistencia al impacto es inexistente.
No sufren deformaciones plásticas.
Las discontinuidades en la matriz de las fundiciones grises disminuyen las propiedades de las piezas fundidas debido a que reducen la sección útil de las piezas moldeadas ydisminuyen su resistencia. [ 29]
5.7.4 Fundición Nodular
Este tipo de fundiciones se desarrollo para reducir el problema de fragilidad y baja resistencia de las fundiciones con grafito en forma laminar, transformando el grafito en forma de pequeñas esferas. Estos nódulos de grafito se obtienen adicionando Cerio o Manganesio (Nodulizantes o Floculantes) directamente en bruto de fusión (Estado Liquido) sin necesidad de tratamientos térmicos posteriores. [22]
Su microestructura está conformada por una matriz metálica y una cantidad del 10 al 15% de grafito en forma de esferas de este modo la continuidad de la matriz se interrumpe mucho menos que cuando se encuentra en forma laminr, provocando propiedades similares a los aceros como alta ductilidad, resistencia, bien maquinado y tenacidad mayor que en la fundición gris, además de ser menos dura que la fundición blanca. Algunas microestructuras se observan en la Figuras 5.24, 5.25 y 5.26.[23]
Ferríticas: Posee maquinabilidad, ductilidad y límite elástico moderado.
Perlíticas: Buen límite elástico y ductilidad pero baja maquinabilidad, se pueden templar superficialmente.
Tratadas térmicamente: Con tratamientos térmicos como normalizados, templados y revenidos o austemperadas, presentan alta resistencia a la tracción y alto límite elástico.
La fundición nodular presenta una mayor resistencia a la tracción que la fundición gris y se suele utilizar para la fabricación de válvulas y engranajes de alta resistencia, cuerpos de bomba, cigüeñales y pistones. Se diferencia de la maleable porque generalmente se obtiene como resultado de la solidificación y no requiere tratamiento térmico.
Figura 5.24 Microestructura fundición nodular. Esferoides de grafito sobre una matriz de ferrita. [2]
5.7.4.1 Ventajas
Posee las características de una fundición gris como son la resistencia a la corrosión, el bajo precio, una buena dureza y una gran maquinabilidad.
Al tener una estructura de colada que contiene partículas de grafito en forma de pequeños nódulos esferoidales en una matriz metal dúctil, la fundición nodular obtendrá una mayor resistencia y una mejor ductilidad respecto a la fundición gris.
Es menos densa que el acero y la diferencia entre ambos puede llegar al 10%.
5.7.4.2 Desventajas
Baja resistencia mecánica, baja dureza y plasticidad.
Baja resistencia al impacto.
Fragilidad a causa del grafito laminar.
5.7.5 Otras Fundiciones.
5.7.5.1 Fundición grafito compacto.
Presenta propiedades intermedias entre la gris y la nodular; el grafito dentro de la matriz se presenta tanto en nódulos como en láminas en forma interconectada. En la figura 5.24 se puede ver una microestructura de una fundición grafito compacto.
Su resistencia a la tracción varía entre 40 y 85 Ksi y el límite elástico entre 30 y 60 Ksi con alargamientos entre 1 y 5%.
Figura 5.25 Microestructura de una función grafito compacto. Fundición grafito compacto, las zonas oscuras corresponden a la gran presencia de grafito. [2]
5.7.5.2 Fundiciones chiliadas.
En fundiciones grises, nodulares y de grafito compacto, se pueden inducir durante la solidificación la formación de fundición blanca en la superficie de las piezas recibe el nombre de chill y la fundición recibe el nombre de fundición chiliada.
5.7.5.3 Fundición moteada.
Una fundición que solidifique a velocidades intermedias entre blanca y gris contendrá en su estructura grafito y cementita y se denomina fundición moteada o atruchada.
5.8 Diferencias Entre Los Aceros y Las Fundiciones.
La diferencia fundamental entre los aceros y las fundiciones de hierro, es que los aceros por su ductilidad son fácilmente deformables en caliente bien sea por forja, laminación o extrusión, mientras que las fundiciones se fabrican generalmente por moldeo. De hecho al acero también se le ha venido conociendo como «hierro forjable» y a la fundición «hierro colado»en virtud de la técnica más favorable para trabajar el material.
Las fundiciones de hierro son más resistentes a la corrosión y a los cambios súbitos de temperatura que los aceros.
Las fundiciones presentan mayor porcentaje de carbono y por tanto son más duras y frágiles que los aceros.
Los aceros son usados generalmente para la fabricación de piezas mecánicas, elementos de transmisión de potencia y herramientas de trabajo.
Las fundiciones son usadas generalmente para la fabricación de piezas de gran tamaño como carcasas y bancadas.
Las fundiciones poseen una maleabilidad y ductilidad casi nula comparada con los aceros que pueden ser sometidos a procesos de forjado y laminado.
5.9 Glosario.
Austenita: Fase γ, una solución solida intersticial de carbono en hierro FCC. La máxima solubilidad en estado del carbono en la austenita es de 1,76%.
Austenización: Calentamiento de un acero dentro de un rango de temperatura de la austenita para que su composición se convierta en austenita. La temperatura de la austenización varía dependiendo de la composición del acero.
Ferrita:Fase α, una solución solida intersticial de carbono en hierro BCC. La máxima solubilidad solida de carbono en hierro BCC es del 0,025%.
Cementita: Es un compuesto intermetálico Fe3C; una sustancia dura y quebradiza.
Perlita: Una mezcla de fases ferrita y cementita en láminas paralelas producida por la descomposición eutectoide de la austenita.
Eutectoide:Acero con un 0,89% C.
Hipoeutectoide: Acero con una composición de carbono en un intervalo de 0,008%-0,89%.
Hipereutectoide: Acero con una composición de carbono en un intervalo de 0,89%-1,76%. [1]
Alotropía del Hierro: A los materiales con más de una estructura cristalina se les llama alotrópicos o polimórficos. El término alotropía por lo general se reserva para este comportamiento en los elementos puros, mientas que el término polimorfismo se utiliza para los compuestos. Algunos metales, como el hierro, el titanio y el cobalto, tienen más de una estructura cristalina. A temperatura ambiente, el hierro tiene la estructura BCC, pero a temperaturas más altas el hierro se transforma en una estructura FCC. [12]
Acero: Es una aleación de Hierro – Carbono, el cual comprende una composición de carbono del orden de 0,008% – 1,76%. [7]
5.10 Anexos.
Esta sección comprende, investigaciones, estudios y demás, hechos por personas que tienen vasto conocimiento en el ámbito de los materiales. Especialmente en los aceros y las fundiciones.
RUIDO MAGNÉTICO DE BARKHAUSEN: ENSAYO NO DESTRUCTIVO PARA LA EVALUACIÓN DE GRADOS DE DUREZA EN ACEROS.
La industria en general, esta cada vez más interesada en obtener máxima confiabilidad y disponibilidad de sus equipos, como también controlar la calidad de sus productos. En este aspecto, las técnicas de ensayos no destructivos por su naturaleza no invasiva, son las que brinda las soluciones mas adecuadas. Entre estas se encuentran las técnicas que miden las propiedades magnéticas de materiales ferromagnéticos. Así por ejemplo, en los aceros, estas propiedades son sensibles a los cambios en el material tales como la microestructura y la presencia de esfuerzos residuales. Esta sensibilidad proviene del hecho de que el proceso de magnetización en estos materiales es altamente dominado por el movimiento de las paredes de los dominios.
El ruido magnético de Barkhausen (RMB) surge cuando un material ferromagnético como el acero es sometido a un campo magnético variable. Este ruido es producido por el movimiento discreto de las paredes de los dominios magnético. Estos movimientos discretos o saltos generan pulsos magnéticos que pueden ser monitoreados por una bobina lectora colocada en la superficie del material. Cambios producidos en la microestructura afectan considerablemente el movimiento de las paredes de los dominios magnéticos, y consecuentemente las características del RMB. Irregularidades presentes en la red cristalina actúan como barreras o puntos de anclaje al movimiento de las paredes de los dominios. Los puntos de anclaje son atribuidos a diferentes parámetros físicos como, contornos de grano, vacancias, inclusiones y dislocaciones. Por esta razón la técnica basada en la medición de RMB se ha venido usando como ensayo no destructivo, en la evaluación de cambios microestructurales generados en materiales ferromagnéticos.
Estudios previos realizados en aceros han demostrado que la amplitud de las emisiones de RMB aumentan con la reducción del tamaño de grano. Comparaciones entre mediciones de RMB y dureza producidas por deformaciones plásticas han verificado la pertinencia de la técnica para evaluar cambios microestructurales producidas por trabajo en frió. Evaluación de dureza de resortes utilizando el RMB han sido realizadas obteniéndose buenos resultados. La relación entre propiedades magnéticas y microestructura en superficies endurecidas de acero han sido investigadas a través de mediciones de RMB y simulación. Observando los diferentes estudios que se han realizado respecto a la utilización de la técnica de medición de RMB para evaluar estados de dureza producidos por diferentes efectos, se ve la posibilidad de su aplicación para evaluar gradientes de dureza producidos por tratamiento de temple. Por tal motivo la presente investigación tiene como objetivo analizar mediciones de RMB realizadas en una probeta tipo Jominy, y realizar su correspondencia con medidas estándares de dureza.
En la realización de los ensayos se utilizaron dos tipos de materiales, AISI 4140 y AISI 5160, las cuales fueron maquinadas, sometidas a un temple y luego cortadas por la mitad de forma longitudinal. Este corte se hizo con el objetivo de conseguir dos superficies planas de cada uno de los materiales en estudio, y con características microestructurarles similares. Así, en una de las superficies fueron realizadas las medidas de dureza, y en la otra las mediciones de RMB.
Para la medición de RMB fue utilizado un equipo denominado “Barktech” desarrollado totalmente en el laboratorio LADIN de la universidad de Sao Paulo. La figura 5.26 muestra un diagrama de bloques del sistema experimental utilizado para generar y detectar el ruido magnético de Barkhausen. Ya en la figura 5.27 se presenta una fotografía de la estación experimental. [20]
Figura 5.26 Diagrama de bloques del sistema de medición de RMB. [20]
Figura 5.27 Fotografía de la estación experimental de medición de Ruido Magnético de Barkhausen. [20]
CONSIDERACIONES SOBRE APLICACIONES TECNOLOGÍCAS DE TRANSFORMACIONES DE FASE EN ACEROS
En sistemas materiales como los metales, se sabe que contienen desde una hasta varias fases conformando su microestructura. Siendo que la microestructura puede estar formada por una o varias de fases y por microconstituyentes, (que es una mezcla de fases como la perlita en los aceros), microconstituyente formado por las fases ferrita y cementita. Las fases o microconstituyentes pueden ser obtenidas a través de transformaciones de fase ocurridas durante el enfriamiento del metal desde su estado de colada o por transformaciones de fase de estado sólido.
Una fase se puede definir como una parte homogénea de un sistema totalmente diferenciable de otras partes, en cuanto a composición química, forma y propiedades.
En los últimos cincuenta años, la comprensión de los mecanismos a través de los cuales ocurren las transformaciones de fase de estado sólido, han aumentado enormemente. La teoría en este campo ha llegado a tal nivel, que se están utilizando estos mecanismos como herramienta precisa para estimar el valor de las propiedades con las que debe quedar la pieza al final de las transformaciones ocurridas. Además, con la llegada de los computadores de gran capacidad, y los esfuerzos internacionales concertados de años recientes para la recolección de datos cinéticos y termodinámicos, han permitido hacer uso de la teoría de transformaciones de fase un asunto casi rutinario en problemas prácticos de la metalurgia.
Principales transformaciones de fase en aceros
El conocimiento detallado de la cinética de la descomposición de la austenita en aceros, tiene un carácter crítico para el diseño y la optimización de procesos industriales que buscan producir piezas de alta calidad. La descomposición de la austenita muestra generalmente un patrón secuencial de transformación, el cual puede incluir la formación de fases proeutectoides (ferrita o cementita, dependiendo del acero), seguida por otras transformaciones que incluyen la formación de perlita, etc.
Formación de fases proeutectoides (ferrita y cementita). Ocurre en aceros que no presentan composición eutectoide (0.89%C), donde la transformación austenita a ferrita ha recibido más atención por los investigadores, puesto que la mayoría de aceros son hipoeutectoides (%C<0.89).
Ferrita proeutectoide. La ferrita proeutectoide (o simplemente ferrita), es una solución sólida intersticial de carbono en hierro BCC, clasificándose dentro de un número pequeño de morfologías distintivas, en dependencia del crecimiento a partir de los límites de grano de la austenita y la forma de los cristales. La ferrita conocida como alotriomorfa, crece preferencial a lo largo a partir de los límites de grano de la austenita madre (figura 5.28 a)) y la ferrita de Widmanstätten, que son cristales en forma de placas o agujas que se desarrollan tanto en los límites de grano de la austenita, como a partir de núcleos dentro de los granos, (figura 5.28 b)). [24]
Estructura Widmanstätten. La fase puede crecer de modo que ciertos planos y direcciones del precipitado sean paralelos a planos y direcciones preferidos en la matriz, creando un patrón de tejido de canasta conocido como estructura Widmanstätten. Este mecanismo de crecimiento reduce al mínimo las energía de deformación superficiales y permite rapideces de crecimiento más veloces. El crecimiento widmanstätten produce un aspecto característico en el precipitado. Cuando se produce una forma parecida a agujas, el precipitado widmanstätten puede estimular la nucleación de grietas, reduciendo así la ductilidad del material. Por el contrario, algunas de estas estructuras hacen más difícil que se propaguen las grietas, una vez formadas, con lo cual dan una buena tenacidad a la fractura. [12]
Figura 5.28 Microestructuras proeutectoides: a) Ferrita alotriomorfa, b) Ferrita widmanstätten. [24]
Cementita Proeutectoide. La cementita (Fe3C), es un compuesto intermetálico ortorrómbico frágil, con estequiometría M3C, donde M=Fe y/u otros elementos de aleación substitucionales tales como Mn, Ni, etc. La cementita proeutectoide se forma a partir de la fase austenítica arriba de la temperatura eutectoide, en el campo de dos fases de ferrita y austenita del diagrama Fe-C. La cementita proeutectoide (figura 5.29), se forma típicamente en aceros con contenidos de carbono mayores a la composición eutectoide (aceros hipereutectoides %C > 0.89%).
Aceros de bajo carbono, con contenidos de 0.5% de manganeso y 0.25% silicio, se comportan como si tuvieran composiciones de carbono mayores de 0.89% en peso, de tal manera que la formación de cementita es en ellos posible.
Figura 5.29 Microestructura de la cementita (zonas blancas), formada en un acero hipereutectoide. [24]
Transformación perlítica. Descubierta por Sorby hace más de 100 años, es quizá la transformación más simple en los aceros. Puede ser obtenida por enfriamiento isotérmico de la austenita, o por enfriamiento continuo lento desde temperatura de austenización.
La perlita consta de colonias de láminas paralelas y alternadas de ferrita y cementita que crecen cooperativamente a partir de los límites de grano de la austenita, tal como se observa en la figura 5.30 a). A menor espaciado interlaminar de las placas de ferrita y cementita, mejores son las propiedades de tenacidad y resistencia en los aceros perlíticos. En esta figura se aprecian parámetros asociados con el modelado de crecimiento de la perlita, incluyendo la velocidad de crecimiento V, El espaciamiento interlaminar S y el espesor de láminas δ. Microestructuras de la perlita observadas al microscopio es mostrada en la figura 5.30 b).
Figura 5.30a) Diagrama esquemático del crecimiento de una colonia de perlita a partir de la austenita madre, b) Colonias de perlita vista en microscopio óptico. [24]
Aplicaciones tecnológicas de aceros con fases proeutecoides. Las fases proeutecoides presentan propiedades importantes entre las que se destacan su elevada ductilidad y maquinabilidad. El acero en estado de entrega presenta este tipo de microestructuras, para conservar el filo de las herramientas y evitar el desgaste durante el conformado de las piezas.
Aplicaciones tecnológicas de aceros con fase perlítica. Desde el siglo XIX, los ferrocarriles han explotado la excelente resistencia al desgaste de los aceros eutectoides y cercanos al eutectoide en la construcción de rieles. Los rieles estándar presentan un valor de dureza medio entre 300 HB y 330 HB, esa dureza y resistencia se alcanza por transformación perlítica durante el enfriamiento. Un porcentaje pequeño de rieles con dureza superior 350±400 HB es producido aleando el acero con elementos tales como cromo, molibdeno y vanadio.
Alambres para instrumentos musicales son otra aplicación importante de los aceros perlíticos, los cuales presentan una resistencia a la tracción muy alta, del orden de 3.3Gpa, siendo hoy en día uno de los materiales más fuertes comercialmente disponibles. Estas características se desarrollan a partir de barras (o de alambres), en aceros eutectoides o acero cercanos al eutectoide (0.40 o 0.95%C), que tienen un espaciamiento interlaminar muy fino.
Debido a su alto límite elástico, límite de fatiga y esfuerzo de tracción, los aceros perlíticos se utilizan en muchos tipos de resortes y alambres de amarre. Otras aplicaciones incluyen cuchillería y varias herramientas de mano como cinceles, martillos, etc.
Las microestructuras en los aceros pueden ser manipuladas a través de transformaciones de fase con el fin de obtener las propiedades deseadas para un uso particular.
Son muchas las aplicaciones que presentan los aceros y esto gracias a que es posible producir en ellos las fases o microestructuras apropiadas por muy diversos métodos.[24]
SIMULACIÓN EXPERIMENTAL Y NUMÉRICA DE UN PROCESO DE TREFILADO HÚMEDO DE UN ALAMBRE DE ACERO AL CARBONO
El trefilado húmedo por resbalamiento está formado por un juego de tambores de distintos diámetros dispuestos en dos ejes paralelos que giran a diferentes velocidades. En medio de ellos están ubicados los distintos dados de la serie de trefilación; ver figura 5.31. Todo el conjunto está sumergido en un baño de jabón de trefilación.
La particularidad de este proceso es que la reducción de área experimentada por el alambre se encuentra limitada por la relación de velocidades existente entre sus ejes giratorios. Este hecho hace que sólo exista un cierto porcentaje de resbalamiento admisible entre el alambre y los tambores de tiro que pueda compensar el desgaste de los dados; ver figura 5.32.
Figura 5.31 Ubicación del tren de hileras en los tambores de la máquina. [25]
Figura 5.32 Detalle de los tambores escalonados de la máquina trefiladora. [25]
Uno de los problemas del proceso en condiciones de operación industrial es el corte del alambre cuando se trefilan diámetros pequeños, especialmente en los diámetros nominales de 0,8 mm y 0,9 mm, lo que implica pérdida de tiempo y paradas del proceso continuo de trefilación.
Cabe señalar que el material de entrada ya cuenta con un gran endurecimiento previo al proceso debido a que el alambre experimenta una deformación cercana al 90% de deformación producto de la trefilación en seco anterior. En las últimas hileras de este proceso la velocidad de operación alcanza los 10 m/s.
Además, el alambre de cada reducción fue sometido al ensayo de tracción convencional con el fin de derivar, a partir de la curva de esfuerzo – deformación, la evolución de los parámetros elásticos y plásticos característicos del material a medida que se reduce su diámetro.
El material caracterizado fue el correspondiente a un alambre del tipo ER70S-6 de la AWS (American Welding Society). La composición química media del material se presenta en la tabla 5.7. En la tabla 5.8 se entrega un detalle de los diámetros de reducción para cada etapa del proceso de trefilado húmedo para dos medidas de diámetros finales en la última reducción.
Tabla 5.7 Composición química media del alambre. [25]
Tabla 5.8 Diámetros de reducción del proceso de trefilado húmedo. [25]
La configuración geométrica utilizada para el ensayo de tracción corresponde a la recomendada por la norma internacional ASTM E8. Además, se utilizaron mordazas especiales para evitar el corte del alambre producido por el efecto de cizallamiento en el alambre que producen las mordazas planas convencionales. El detalle de la ubicación y montaje del alambre en las mordazas se muestra en la figura 5.33.
Figura 5.33 Detalle de la ubicación y montaje del alambre en las mordazas. [25]
En la figura 5.34 se grafican las curvas esfuerzo-deformación medidas para los diferentes diámetros de alambre, consignados en la tabla 5.8 En dichas curvas se puede apreciar el comportamiento que presenta el material a medida que avanza su deformación: aumenta el endurecimiento relativo en función de la reducción de área, se mantiene constante el módulo de y, además, se reduce de manera paulatina el porcentaje de elongación a rotura a lo largo del proceso acompañado de una disminución de la zona de estricción.
Figura 5.34 Evolución de la curva de esfuerzo – deformación. [25]
En el presente estudio debe mencionarse que el alambre de entrada al proceso trefilado húmedo ya fue sometido a una trefilación en seco cercana al 90%, para luego sufrir durante el trefilado húmedo una nueva deformación plástica cercana al 80%.
La trefilación del alambre se realizó en laboratorio a una velocidad de trefilación de 80 mm/min (0,0013 m/s) en una máquina de tracción universal, tal como se muestra en la figura 5.35.
Figura 5.35 Ensayo de trefilado en una máquina de tracción. [25]
En la tabla 5.9 se entrega un detalle de los valores máximos y mínimos de las fuerzas de trefilación obtenidas. Puede notarse que las fuerzas medidas presentan una baja dispersión y que las mismas se reducen a lo largo del proceso de reducción.
Tabla 5.9 Resultados del ensayo de trefilación para cada dado. [25]
Se ha presentado en este trabajo un análisis experimental y numérico del comportamiento mecánico de un alambre de acero al carbono durante un proceso industrial de trefilado húmedo. Se ha observado que el material no sólo experimenta un gran endurecimiento a medida que se va deformando al pasar por las sucesivas hileras del tren de trefilado sino que, además, va perdiendo ductilidad durante este proceso.
El análisis experimental y numérico del ensayo de tracción llevado a cabo para los diferentes diámetros de alambre ha permitido caracterizar de manera adecuada el comportamiento mecánico del material para cada una de las etapas del proceso de trefilado. [25]
5.11 Créditos.
Recopilación y edición realizada por Mauricio Montoya Henao y Daniel Felipe Dávila Blandón estudiantes de ingeniería Mecánica de la universidad Tecnológica de Pereira 2012. También, por Evelin Bedoya Ospina y Juan Esteban Bedoya Gomez estudiantes de ingeniería Mecánica de la universidad Tecnológica de Pereira 2013.
Recopilación y edición realizada por Freddy Alejandro Chaurra Gutierrez, Eisenhoover Bermúdez Guerra, Kevin Jimenez Granada y Juan Carlos Carmona. Estudiantes de ingeniería mecánica de la Universidad Tecnológica de Pereira – 2015.
Recopilación y edición realizada por Juan David Baena Usuga y Karen Figueredo Varón Estudiantes de ingeniería mecánica de la Universidad Tecnológica de Pereira – Intersemestral 2015 .
5.12 Bibliografía.
[1] William F. Smith, Javad Hashemi, PhD. Fundamentos de la ciencia e ingeniería de materiales, cuarta edición. ISBN: 970-10-5638-8.
[2] ASM Metals HandBook.
[3] Allauca Pancho Fabián Roberto. Tesis de grado influencia de microestructura sobre las propiedades mecánicas en varillas de cero. Escuela Superior Politécnica de Chimborazo. Ecuador 2011.
[4] Marshalls etch + HF, 300x. Courtesy of A.O.Benscoter, Lehigh University
[19] Salvat, Juan. Enciclopedia Salvat de ciencia y técnica, Vol 1. ISBN: 84-345-4491-1.
[20] Franco, A. Freddy, Padovese, R. Linilson. Ruido magnético de barkhausen: ensayo no destructivo para la evaluación de grados de dureza en aceros. Scientia et Technica Año XIII, No 36, Septiembre 2007. Universidad Tecnológica de Pereira: Fecha de consulta: [28 de mayo de 2015] Disponible en: <http://revistas.utp.edu.co/index.php/revistaciencia/article/view/4965/2679> ISSN 0122-1701
[24] Grajales Mesa, Hernan Dairo, Meneses Zapata, Alberto. Consideraciones sobre aplicaciones tecnológicas de transformación de fase en aceros.Scientia et Technica Año XI, No 27, Abril 2005. UTP: Fecha de consulta: [29 de mayo de 2015] Disponible en: <http://revistas.utp.edu.co/index.php/revistaciencia/article/view/6915/4119> ISSN 0122-1701
[25] Rojas, Ennio L., Celentano, Diego J., Artigas, Alfredo A., Monsalve, Alberto G.. Simulación experimental y numérica de un proceso de trefilado húmedo de un alambre de acero al carbono. Revista Chilena de Ingeniería [en linea] 2008, 16 (junio) : [Fecha de consulta: 29 de mayo de 2015] Disponible en:<http://www.redalyc.org/articulo.oa?id=77216208> ISSN 0718-3291
•Figura 1. Micro-estructuras. •Figura 2. Solución sólida. •Figura 3. Diagrama límite de soludibilidad. •Figura 4. Diagrama de fase del agua. •Figura5. Diagramade Fase binario Cu-Ni. •Figura 6. Diagrama de fase binario Ag-Cu. •Figura 7. Reacciones invariantes. •Figura 8. Diagrama de solubilidad total. •Figura 9. Diagrama solubilidad parcial. •Figura 10. Proceso de solidificación. •Figura 11. Curva de solidificación. •Figura 12. Crecimiento planar. •Figura 13. Diagrama Cu-Ni. •Figura 14. Diagrama Pb-Sn. •Figura 15. Solidificacion. •Figura 16. Reacción eutéctica en diagrama Pb-Sn •Figura 17. Diagrama Hierro-Carbono •Figura 18. Puntos críticos en diagrama Fe-C •Figura 19. Diagrama general para la aplicación de la regla de la palanca •Figura 20. Diagrama de equilibrio de fases para el agua pura. •Figura 21. Hombre y proceso de fundición.
Tabla de contenido (videos anexos).
Video 1. Ejemplo diagrama Hierro-Carbono.
Video 2. Regla de la palanca en diagrama Hierro-Molibdeno.
4.1 Introducción
Un diagrama de equilibrio es la representación gráfica de la temperatura en función de la composición química (normalmente en% en peso) de una aleación binaria. De manera práctica indica qué fases predominan en cada una de las temperaturas en función de la composición. Da mucha información de la microestructura de una aleación cuando se enfría lentamente (en equilibrio) a temperatura ambiente. Además, en un diagrama de fase se pueden observar los cambios que se producen en la microestructura y en las fases cuando varía la temperatura. Hay que recordar de nuevo que la microestructura final afecta notablemente las propiedades mecánicas. Los diagramas de fase son representaciones gráficas de las fases que existen en un sistema de materiales a varias temperaturas, presiones y composiciones. Los diagramas, en su mayoría, se han construido en condiciones de equilibrio (Los diagramas de equilibrio de fases se determinan mediante la aplicación de condiciones de enfriamiento lento), y son utilizados por ingenieros y científicos para entender y predecir muchos aspectos del comportamiento de los materiales. La calificación de metales y aleaciones es uno de los procesos que más identifica a la Metalurgia. Los procesos de solidificación implican el conocimiento y control de las variables involucradas (por ejemplo, temperatura, composición, Velocidad de flujo, etc.) en el procesamiento de los materiales metálicos para obtener la estructura, la composición y la forma deseada de ellas.
4.2 Diagrama de equilibrio.
Diagrama de Fases
Son representaciones gráficas de las fases que están presentes en un sistema de materiales a varias temperaturas, presiones y composiciones. La mayoría de los diagramas de fase han sido construidos según condiciones de equilibrio (condiciones de enfriamiento lento), siendo utilizadas por ingenieros y científicos para entender y predecir muchos aspectos del comportamiento de los materiales. Los diagramas de fases más comunes involucran temperatura versus composición.
Micro-estructura: las propiedades mecánicas y físicas de un material dependen de su micro-estructura. Esta puede consistir en una “simple” estructura de granos iguales en un metal o cerámica pura, o en una mezcla más compleja de distintas fases. Un ejemplo de micro-estructura puede ser: ferrita y perlita.
FIGURA 1. Micro-estructuras.
Fase: tres (3) características: 1) una fase tiene una misma estructura o arreglo atómico en todo el material; 2) una fase tiene aproximadamente una misma composición y propiedades; 3) hay una interface definida entre una fase y cualquier otra que la rodea o que sea su vecina. Ejemplo: un bloque de hielo en una cámara de vacío, en estas condiciones, se tendrán en coexistencia tres fases: H2O líquido, H2O sólido Y H2O gaseoso, cada una siendo una fase diferente, con arreglos atómicos únicos, propiedades únicas y límites definidos entre ellas.
Componente: se refiere al tipo de material que puede distinguirse de otro por su naturaleza de sustancia química diferente. Por ejemplo, una solución es un sistema homogéneo (una sola fase) pero sin embargo está constituida por al menos dos componentes. Un ejemplo muy sencillo: Mezcla agua hielo 0°C: Tienen un componente: Agua y dos fases: solido y liquido. Solución Sólida: Mezcla de átomos de dos tipos diferentes: uno mayoritario, que es el disolvente y otro minoritario, que es el soluto. Los átomos del soluto ocupan posiciones sustitucionales o intersticiales en la red del disolvente y se mantiene la estructura cristalina del disolvente puro.
Un ejemplo seria:
FIGURA 2. Solución Sólida.
Límite de Solubilidad: en muchas aleaciones y para una temperatura específica, existe una concentración máxima de átomos de soluto. La adición de un exceso de soluto a este límite de solubilidad forma otra disolución sólida o compuesto con una composición totalmente diferente.
Ejemplo: Agua +Azúcar
Figura 3. Diagrama de límite de solubilidad.
Diagramas de Fase de Equilibrio: los diagramas de equilibrio de fase son mapas (por ejemplo, en el espacio temperatura-presión o temperatura-composición) de las fases estables de un material en función de las condiciones de P, T y composición.
Ejemplo diagrama de fase (Agua).
Figura 4. Diagrama de fase del H2O.
Diagrama de Fase Binarios: forma del diagrama de fases en el cual solo hay dos componentes. Su mayor aplicabilidad es en las áreas de la metalurgia, química y física. Como ejemplo se -tiene el diagrama Cu-Ni y el diagrama Ag-Cu:
Figura 5. Diagrama de Fase binario Cu-Ni.
Figura 6. Diagrama de fase binario Ag-Cu.
Cuando aparecen varias sustancias, la representación de los cambios de fase puede ser más compleja. Un caso particular -el más sencillo-, corresponde a los diagramas de fase binarios. Ahora las variables a tener en cuenta son la temperatura y la concentración, normalmente en masa. En un diagrama binario pueden aparecer las siguientes regiones: • Sólido puro o disolución sólida. • Mezcla de disoluciones sólidas (eutéctica, eutectoide, peritéctica, peritectoide). • Mezcla Sólido – Líquido. • Únicamente líquido, ya sea mezcla de líquidos inmiscibles (emulsión) o sea un líquido completamente homogéneo. • Mezcla líquido – gas. • Gas (lo consideraremos siempre homogéneo, trabajando con pocas variaciones de altitud). Hay puntos y líneas en estos diagramas importantes para su caracterización: • Línea de líquidus, por encima de la cual solo existen fases líquidas. • Línea de sólidus, por debajo de la cual solo existen fases sólidas. • Línea eutéctica y eutectoide. Son líneas horizontales (isotermas) en las que tienen lugar transformaciones eutécticas y eutectoides, respectivamente. • Línea de solvus, que indica las temperaturas para las cuales una disolución sólida (α) de A y B deja de ser soluble para transformarse en (α)+ sustancia pura (A ó B).
4.2.1. Tipos de Reacciones Invariantes:
Figura 7. Reacciones invariantes.
Definición de otros tipos de reacciones:
• Punto de fusión congruente: Un compuesto sólido al ser calentado mantiene su composición hasta el punto de fusión. • Punto de fusión incongruente: Un compuesto sólido al ser calentado sufre reacciones peritécticas en un liquido y en una fase solida.
4.3 Clasificación simplificada de los diagramas de fases en metales.
Solubilidad total en estado sólido
Presentan únicamente líneas de líquidus y sólidus, forman soluciones sólidas substitucionales
Figura 8. Diagrama de solubilidad total.
Este diagrama presenta tres zonas diferentes:
Dos regiones monofásicas • L (Liquido): Única fase liquida (A Y B son totalmente solubles). • α: Única fase sólida: Solución sólida con una estructura cristalina definida (A y B son completamente solubles). Región bifásica: Coexistencia de dos fases: líquida +sólida. (L + α).
Solubilidad parcial
En el sistema binario de solubilidad parcial habrá solubilidad total hasta un determinado porcentaje de cada elemento (límite de solubilidad), y luego de este límite habrá un estado de insolubilidad. Dejando aparte el caso en la región donde coexisten líquido y sólido (caso anterior) en estos gráficos, en la región del sólido se puede determinar el porcentaje (%) de β y de α usando la regla de la palanca. Así mismo se puede determinar también la composición química de estas dos fases (no indicada en los gráficos) que van variando debido a la presencia de la curva solvus. En forma aproximada se puede determinar también el porcentaje de los constituyentes: en el caso de la figura de la derecha estos son 1) solución sólida β y 2) eutéctico (formado por α+β).
Figura 9. Diagrama de solubilidad parcial.
4.4 Solidificación de los metales.
Cuando un metal puro en estado líquido sometido a un proceso de enfriamiento alcanza su temperatura de solidificación, se inicia un proceso de formación de embriones o núcleos sobre los que van agregándose átomos, conformando así la estructura cristalina. La solidificación de los metales y aleaciones es un importante proceso industrial, dado que la mayoría de los metales se funden para modelarlos como productos semiacabados o acabados.
1. Proceso de Solidificación
En general, la solidificación de un metal o aleación puede dividirse en las siguientes etapas.
1. La formación de núcleos estables en el fundido (nucleación). 2. El crecimiento de núcleos para formar cristales y la formación de una estructura granular.
La ilustración muestra las diversas etapas de solidificación de los metales:
a) Formación de núcleos. b) Crecimiento de los núcleos hasta formar metales y c) Unión de cristales para formar granos y límite de granos asociados.
Figura 10. Proceso general de solidificación.
2. Solidificación de Metales Puros
Cuando un metal puro solidifica bajo condiciones cercanas al equilibrio, toda la masa se cristaliza a una misma temperatura, conocida como temperatura de solidificación, Tf, que es constante y que se mantiene constante mientras se libera todo el calor latente de transformación; una vez que el metal ha solidificado ocurre el enfriamiento. Sin embargo, cuando el metal puro considerado anteriormente se solidifica bajo condiciones de no equilibrio, los cristales sólidos no se forman a la temperatura de solidificación, sino que ocurre a una temperatura T menor que Tf, lo que implica el requerimiento de un subenfriamiento cinético. ΔTk = (Tf – T) definido e ilustrado mediante una curva de enfriamiento en la siguiente figura:
Figura 11. Curva de enfriamiento.
Se observa que, luego del subenfriamiento representado por el material, sufre un leve aumento de temperatura hasta llegar a la temperatura de fusión. Esto ocurre ya que, cuando existe suficiente sólido formado, éste libera una cantidad apreciable de calor latente de transformación, lo que eleva la temperatura del material hasta. Una vez alcanzada, la temperatura permanece constante durante la solidificación. El fenómeno de aumento de temperatura después del subenfriamiento recibe el nombre de recalescencia. Los granos de un metal idealmente puro crecen en forma columnar plana –es decir, como un grano alargado- en las zonas inmediatamente aledañas a las paredes de los moldes, en la dirección principal de la transferencia de calor. En las zonas centrales, donde la formación de sólido metálico en las paredes disminuye la conductividad del calor, los granos suelen ser equiaxiales, como se muestra en la figura 12.
Figura 12. Crecimiento planar.
Tanto la solidificación como la fusión son transformaciones entre los estados cristalográficos y no cristalográficos de un metal o aleación; estas transformaciones, por supuesto, constituyen el fundamento de las aplicaciones tecnológicas al vaciado de lingotes, al vaciado de piezas, a la colada continua de metales y aleaciones, al crecimiento mono-cristalino de semiconductores, al crecimiento unidireccional de aleaciones mixtas (composite alloys), y a los procesos de soldadura. Para que ocurra la solidificación del metal, sólo es necesario disipar el calor latente de solidificación, ΔH, que se puede lograr mediante las siguientes formas: a) Por conducción desde el sólido, hacia un sumidero de calor. b) Por conducción hacia el líquido, cuando está subenfriado a una temperatura inferior a Tf c) Por aplicación de una fuerza electromotriz, o diferencia de potencial al existir un gradiente de temperatura (Efecto Peltier) cuando la corriente fluye a través de la intercara sólido-líquido en dirección hacia el líquido.
4.5 Solidificación monofásica de aleaciones o mezclas.
4.6 Diagramas, regla de la palanca y ley de fases de Gibbs.
4.6.1 Diagrama cobre-níquel.
Para llegar al diagrama de cobre níquel, es importante recordar qué es un diagrama de Equilibrio. Los diagramas de equilibrio son gráficas que representan las fases y estado en que pueden estar diferentes concentraciones de materiales que forman diagramas que se componen de aleaciones, estas aleaciones son una mezcla sólida homogénea, de uno o más metales con algunos elementos no metálicos que pueden darse a diferentes temperaturas. Dichas temperaturas van desde la temperatura por encima de la cual un material está en fase liquida hasta la temperatura ambiente y en que generalmente los materiales están en estado sólido. Los elementos como el cobre y níquel tienen solubilidad total tanto en estado líquido como sólido.
Aplicaciones
• Utilizados en tuberías o como conductores (calor y electricidad) • bujes, entre otras aplicaciones. • Adicional a esto Las aleaciones de base cobre con níquel, ampliamente usadas en la operación de plantas y equipos en ambientes marinos, constituyen las aleaciones más adecuadas para la fabricación de piezas expuestas a la acción agresiva de los iones cloruros presentes en el agua de mar.
Figura 13. Diagrama Cobre-Níquel.
En el diagrama de la figura 13 se muestra el diagrama de fases de este sistema en el que se representa la composición química de la aleación en tanto por ciento en peso (en abscisas) y la temperatura en °C (en ordenadas). Este diagrama se ha determinado bajo condiciones de enfriamiento lento y a presión atmosférica y no tienen aplicación para aleaciones que sufren un proceso de enfriamiento rápido. El área sobre la línea superior del diagrama, línea de líquidus, corresponde a la región en la que la aleación se mantiene en fase líquida. El área por debajo de la línea inferior, línea sólidus, representa la región de estabilidad para la fase sólida. Entre ambas líneas se representa una región bifásica en la que coexisten las fases líquida y sólida. La cantidad de cada fase presente depende de la temperatura y la composición química de la aleación. Para una determinada temperatura puede obtenerse aleaciones totalmente en fase sólida, en fase (sólida + líquida) y en fase totalmente líquida según la proporción de sus componentes. De la misma manera, para una determinada proporción de la mezcla, se puede definir una temperatura por debajo de la cual toda la aleación se encuentre en fase sólida, un intervalo de temperaturas en donde la aleación se encuentre en dos fases (sólida y líquida) y una temperatura a partir de la cual toda la aleación esté líquida. El diagrama bifásico del sistema cobre-níquel quizás es el de más fácil comprensión e interpretación. Como anteriormente habíamos nombrado los ejes, el de las ordenadas que representa la temperatura, y en el de abscisas la composición en peso (abajo). La composición varía desde el 0% en peso de Ni (100% de Cu) en el extremo izquierdo horizontal hasta el 100% en peso de Ni (0% de Cu) en el derecho. La zona líquido L es una disolución líquida homogénea compuesta por cobre y níquel. La fase α es una disolución sólida sustitucional, de átomos de cobre y de níquel, de estructura cristalina FCC. A temperaturas inferiores a 1080ºC el cobre y el níquel son mutuamente solubles en estado sólido en cualquier composición. Esto se puede explica porque Cu y Ni tienen la misma estructura cristalina (FCC), radios atómicos y electronegatividades casi idénticos y valencias muy similares, lo podemos observar en la tabla periódica. Otro concepto importante para tener en cuenta es que el sistema cobre-níquel se denomina isomorfo debido a las solubilidades totales de los dos componentes en estados sólido y líquido. El cobre permanecerá sólido hasta llegar a la temperatura de fusión. La transformación sólido a líquido tiene lugar a la temperatura de fusión, que permanece constante hasta que termina la transformación. Reiterando lo anterior para otra composición distinta de la de los componentes puros, ocurre el fenómeno de la fusión en un tramo de temperaturas comprendido entre las líneas sólidas y líquidas. En este tramo permanecen en equilibrio las fases sólido y líquido.
Supresión de figura, originalmente imagen 2.
El procedimiento empleado para realizar estas determinaciones se desarrollará en el sistema cobre-níquel. Este procedimiento se volverá relativamente fácil para conocer las fases presentes. Se localiza en el diagrama el punto definido por la temperatura y la composición y se identifican las fases presentes en este campo.
4.6.2. Diagrama plomo-estaño.
Los diagramas de fases son representaciones graficas, de las fases que existen en un sistema de materiales a varias temperaturas, presiones y composiciones. Los diagramas, en su mayoría, se han construido en condiciones de equilibrio, y son utilizados por ingenieros y científicos para entender y predecir muchos aspectos del comportamiento de los materiales. A continuación se hablará de algunos diagramas de fase de sustancias puras. Muchos sistemas de aleaciones binarias tienen componentes que presentan solubilidad solida limitada de un elemento en otro, como lo es por ejemplo, el sistema plomo-estaño (Pb-Sn). Figura 14.
Figura 14. Diagrama Pb- Sn.
Este diagrama posee dos diferencias significativas con respecto al anterior:
1. Posee líneas de solubilidad: estas líneas indican cuando un componente precipita de otro de manera similar a como precipitara sal de una solución de agua salada a medida esta se enfría. 2. Posee un punto eutéctico: en este punto todo el liquido se transforma instantáneamente en solido. Debido a que la solidificación es rápida, no se da por nucleación y crecimiento por lo que el sólido que se forma resulta con una estructura diferente. A ese solido se le llama solido eutéctico. El sólido eutéctico se forma siempre a una misma temperatura, la cual se le llama temperatura eutéctica.
La solidificación de una aleación binaria con solubilidad limitada puede darse de las siguientes maneras:
Figura 15. Solidificación.
Aleaciones que rebasan el límite de solubilidad: Las aleaciones que contienen entre 2 y 19% de Sn también solidifican y producen una solución sólida α. Sin embargo, al continuar enfriándose la aleación, se lleva a cabo una reacción en estado sólido, que permite que una segunda fase solida β precipite de la fase α original. Aleaciones eutécticas: Las aleación que contiene 61.9% de Sn tiene la composición eutéctica, el termino eutéctico proviene del griego eutectos, que significa fácilmente fusible. En realidad, en un sistema binario que tiene una reacción eutéctica, una aleación con la composición eutéctica tiene la temperatura mínima de fusión. Es la composición para la cual no hay un intervalo de solidificación; La solidificación de esta aleación sucede a una temperatura, que en el sistema plomo-estaño es 183°C, la aleación es totalmente líquida y en consecuencia, debe contener 61.9% de Sn. Cuando el líquido se enfría a 183°C, comienza la reacción eutéctica.
Figura 16. Reacción eutéctica en diagrama Pb-Sn.
Se forman dos soluciones sólidas, α y β durante la reacción eutéctica. Las composiciones de ambas soluciones se dan en los extremos de la línea eutéctica. Durante la solidificación, el crecimiento del sólido eutéctico necesita tanto de la eliminación de calor latente de fusión como la redistribución, por difusión, de las dos distintas especies atómicas.
4.6.3. Diagrama Hierro Carbono.
El estado actual del diagrama de equilibrio de las aleaciones hierro−carbono fue establecido como resultado de las investigaciones hechas por varios científicos. La elaboración de este diagrama fue empezada por D. Chernov, quien estableció en 1968 los puntos críticos del acero. Más tarde volvió a estudiar reiteradamente este diagrama. N. Gutovski, M. Wittorft, Roberts Austen, Roozebom hicieron una gran aportación al estudio de este diagrama. Los últimos datos acerca del diagrama están expuestos en las obras de I. Kornilov. Las aleaciones hierro−carbono pertenecen al tipo de aleaciones que forman una composición química. El carbono se puede encontrar en las aleaciones hierro−carbono, tanto en estado ligado (Fe3C), como en estado libre (C, es decir, grafito), por eso, el diagrama comprende dos sistemas: • Fe−Fe3C (metaestable); este sistema está representado en el diagrama con líneas llenas gruesas y comprende aceros y fundiciones blancas, o sea, las aleaciones con el carbono ligado, sin carbono libre (grafito). • Fe−C (estable); en el diagrama se representa con líneas punteadas; este sistema expone el esquema de formación de las estructuras en las fundiciones grises y atruchadas donde el carbono se encuentra total o parcialmente en estado libre (grafito). Para estudiar las transformaciones que tienen lugar en aceros y fundiciones blancas se emplea el diagrama Fe−Fe3C, y para estudiar fundiciones grises, ambos diagramas (Fe−Fe3C y Fe−C). Temperatura a que tienen lugar los cambios alotrópicos en el hierro está influida por elementos de aleación, de los cuales el más importante es el carbono. Muestra la porción de interés del sistema de aleación hierro − carbono. Esta la parte entre hierro puro y un compuesto intersticial, carburo de hierro, Fe3C, que contiene 6.67 % de carbono por peso; por tanto, esta porción se llamará diagrama de equilibrio hierro − carburo de hierro. Este no es un verdadero diagrama de equilibrio, pues el equilibrio implica que no hay cambio de fase con el tiempo; sin embargo, es un hecho que el compuesto carburo hierro se descompondrá en hierro y carbono (grafito).
Figura 17. Diagrama Hierro- Carbono.
Figura 18. Puntos críticos en Diagrama Fe-C.
En el diagrama de equilibro, o de fases, Fe-C se representan las transformaciones que sufren los aceros al carbono con la temperatura, admitiendo que el calentamiento (o enfriamiento) de la mezcla se realiza muy lentamente de modo que los procesos de difusión (homogeneización) tienen tiempo para completarse. Dicho diagrama se obtiene experimentalmente identificando los puntos críticos —temperaturas a las que se producen las sucesivas transformaciones— por métodos diversos. La reacción eutectoide más importante es la que se produce en los aceros. Es necesario contar con la comprensión definida de las reacciones eutécticas y las eutectoides, para poder entender lo referente a los aceros al carbono y para estar capacitados para interpretar debidamente el diagrama del hierro carburo de hierro que es, probablemente, el más importante de todos los diagramas de equilibrio de los metales. Las fases y sus constituyentes que se encuentra en el diagrama del hierro carburo de hierro. Las fases que pueden encontrarse en condiciones de equilibrio son las líquidas, hierro ð, hierro y cementita. La fase líquida puede consistir en cualquier combinación de hierro y carburo, dentro de los límites de composición del diagrama. La cementita o carburo de hierro (Fe3C), es un compuesto químico de hierro y carbono que tiene 6.7 por ciento de este último elemento. Es uno de los componentes del sistema y, como tal, limita la cantidad de carbono que puede estar presente (100 por ciento de cementita equivale a 6.7 por ciento de carbono). La cementita es una fase extremadamente dura y frágil de una estructura cristalina compleja; no disuelve cualquier cantidad mensurable de carbono. El otro componente del diagrama, el hierro, existe dos alótropos sólidos o formas definidas de cristal. El hierro alfa, que es el alótropo a la temperatura ambiente, tiene una estructura cúbica centrada en el cuerpo, que se conoce también con el nombre de ferrita y constituye una fase suave y dúctil. El hierro gamma, o austenita tiene una estructura cúbica centrada en las caras y a veces se considera que es menos dúctil y ligeramente más dura que la ferrita, aunque, en realidad, no puede efectuarse una comparación verdadera. El hierro gama existe a temperaturas superiores a las que se encuentra el hierro alfa. Ambos tipos de hierro disuelven al carbono y los símbolos ð y se usan para representar, tanto al hierro puro, como a las soluciones sólidas de carbono en el hierro. Es conveniente hacer notar que, aunque el hierro gamma contiene hasta 2.0 por ciento de carbono, el hierro alfa puede disolver sólo 0.03 por ciento de carbono. Las fases mencionadas arriba son también constituyentes. Además de éstos, existen otros dos constituyentes, la ledeburita y la perlita. La primera es el nombre que se da a la composición eutéctica sólida; se presenta únicamente en el hierro colado y, después de la transformación que se lleva a cabo al enfriarse a la temperatura ambiente, adquiere el aspecto moteado. La lebedurita transformada consiste en colonias de perlita en una red continua (llamada matriz) de cementita. La perlita es un constituyente muy importante que se encuentra tanto en el acero como en el hierro colado. En la estructura eutectoide, que se compone de capas alternas de ferrita y cementita. La perlita tiene valores de dureza y ductilidad intermedios a los de la ferrita y la cementita.
Video 1. Ejemplo diagrama Hierro-Carbono.
4.6.4. Regla de la palanca.
Esta fórmula matemática consiste en encontrar las cantidades de % de sustancia en los diagramas de fases. Estas cantidades normalmente se expresan como porcentaje del peso (% peso), y es válida para cualquier diagrama de fase binario. La regla de la palanca da a conocer la composición de las fases y es un concepto comúnmente utilizado en la determinación de la composición química “real” de una aleación en equilibrio a cualquier temperatura en una región bifásica. En regiones de una sola fase, la cantidad de la fase simple es 100%. En regiones bifásicas se deberá calcular la cantidad de cada fase. Y la técnica es hacer un balance de materiales. Para calcular las cantidades de líquido y de sólido, se construye una palanca sobre la isoterma con su punto de apoyo en la composición original de la aleación (punto dado). El brazo de la palanca, opuesto a la composición de la fase cuya cantidad se calcula se divide por la longitud total de la palanca, para obtener la cantidad de dicha fase.
Figura 19. Diagrama general para aplicación regla de la palanca.
Si como en el ejemplo del diagrama se está a una temperatura T1 y con una composición del sistema X1% de B, se tendrá una mezcla de dos fases, L y S (líquido y sólido), se determinará la composición química de cada una y sus cantidades relativas. Así: • Habrá en la fase L (líquido) a T1, un X2% en peso de B y (1- X2 ) % de A. • La composición de la fase S (sólido) a T1 será de un X3% de B y un (1 – X3 )% de A. Para determinar las cantidades relativas de L (líquido) y S (sólido) que hay a una temperatura y composición prefijadas se usará la regla de la palanca: Nota importante: Se puede utilizar la regla de la palanca en cualquier región bifásica de un diagrama de fases. En regiones de una fase no se usa el cálculo de la regla de la palanca puesto que la respuesta seria obvia ya que sería existente un 100% de dicha fase presente.
Video 2. Regla de la palanca en diagrama Hierro-Molibdeno.
4.6.5. Regla de fases de Gibbs.
A partir de consideraciones termodinámicas, J. W. Gibbs obtuvo una ecuación que permitía calcular el número de fases que pueden coexistir en equilibrio en cualquier sistema. Esta ecuación llamada regla de las fases de Gibbs, es P + F = C + 2 Donde, P = número de fases que pueden coexistir en el sistema C = número de componentes en el sistema F = grados de libertad Usualmente, un componente C es un componente, un compuesto o una solución en el sistema. F son los grados de libertad, es decir número de variables como (presión, temperatura y composición) que se pueden cambiar independientemente sin variar el número de fases en equilibrio en el sistema. Considere la aplicación de la regla de Gibbs al diagrama a continuación de fases presión-temperatura P-T del agua pura ver (Figura 20) en el punto triple coexisten tres fases en equilibrio y como hay un componente en el sistema (agua), se puede calcular el número de grados de libertad. P + F = C + 2 3 + F = 1 + 3 F = 0
Figura 20. Diagrama de equilibrio de fases para el agua pura.
Como ninguna de las variables (presión o temperatura) se puede cambiar manteniendo el equilibrio al punto triple se le llama punto invariante. Ahora se considera la curva de congelación solido-liquido (figura 19). En cualquier punto de esa línea coexisten dos fases. Así, aplicamos la regla de las fases, 2 + F = 1 + 2 F = 1 Este resultado indica que hay un grado de libertad y, por tanto, una variable (P o T) puede cambiarse de forma independiente manteniendo un sistema con dos fases que coexisten. Los diagramas de fases binarios utilizados en la ciencia de los materiales son, en su mayoría, diagramas temperatura-composición, en los que la presión se mantiene constante, por lo general a 1 atm. En este caso, se tiene la regla se fases condensada, dada por P + F = C + 1 Y como se puede observar el diagrama binario isomorfo de Cu y Ni de acuerdo con la regla de Gibbs (F = C – P + 1), a la temperatura de fusión de los componentes puros, el número de componentes C es 1 (ya sea Cu o Ni) y el número de fases disponible P es 2 (liquida o solida), lo cual indica que da un resultado de grado de libertad de 0 se denomina anteriormente como puntos invariantes. Significaría entonces que cualquier cambio de temperatura modificara la micro-estructura, ya sea a solida o liquida. Por consiguiente, en las regiones monofásicas (liquida o solida), el número de componentes C es 2, y el número de fases disponibles, P es 1, lo que da un grado de libertad de F = 2. Esto significa que se puede mantener la micro-estructura del sistema en esta región mediante la variación independiente de la temperatura o composición. En la región bifásica, el número de componentes, C es de 2, y el número de fases disponibles, P es 2, lo que da un grado de libertad de F = 1. Esto significa que solo una variable (ya sea temperatura o composición) puede modificarse independientemente del tiempo que se mantiene la estructura bifásica del sistema. Si se modifica la temperatura, la composición de las fases también cambiaran.
4.7 Curvas de enfriamiento.
Si se representa en unos ejes de coordenadas las temperaturas y el tiempo transcurrido desde el estado líquido al sólido se puede ver la variación de velocidad de solidificación que experimenta la aleación al pasar por una curva de fase. En la grafica siguiente se muestran las curvas de enfriamiento correspondientes al 100% de A, 50% de A y 100% de B.
En los metales puros y en aquellas concentraciones que den lugar a un punto eutéctico, la temperatura permanece constante hasta que se ha producido toda la solidificación.
4.8. Ejercicios. 4.8.1. Regla de la palanca.
1) Una aleación de cobre – níquel contiene 53% en peso de Cu y 47% de Ni y está a 1.300 °C. Utilizando la siguiente figura responder lo siguiente: a) ¿Cuál es el porcentaje en peso de cobre en las fases sólida y líquida a esta temperatura? b) ¿Qué porcentaje en peso de la aleación es líquida, y qué porcentaje es sólida? Solución: a) % Cu en fase líquida: 61% Cu % Cu en fase sólida: 43% Cu Xs = (w0 – wl) / (ws – wl) b) Se toma de referencia en este caso el Níquel w0 = 47% wl = 39% ws = 57% Xs = (47 – 39) / (57 – 39) x100% = 44%fase solida Xl = (ws – w0) / (ws – wl) = (57 – 47) / (57 – 39) x100%= 56% fase liquida
2. Se tiene 200 kg de Cu-Ni con 50% de Ni a 1300 ºC, con base al siguiente diagrama. Determinar: a) Porcentaje que hay de la fase α y fase líquida. b) Cuantos kilogramos. c) Composición de cada fase:
Solución: Ni = 50% = 100 kg Cu = 50% = 100 kg Se toma de referencia el Níquel wl = 40% w0 = 50% ws = 59% a 1300 ºC Xs= (w0 – wl) / (ws – wl) Porcentaje Sólido Xl = (ws – w0) / (ws – wl) Porcentaje Líquido a) Xs = (50 – 40) / (59 – 40) = 53% fase solida Xl = (59 – 50) / (59 – 40) = 47% fase liquida b) % fase α x 200 kg = 106 kg % fase L x 200 kg = 94 kg c) De fase Sólida α De fase Líquida L Cu = 41% Cu = 60% Ni = 59% Ni = 40% 3. Se desea saber las fases presentes y su composición, utilizando el diagrama de fases de Fe-C. a) En una aleación con un 1% C, con temperatura de 600 y 960 °C. b) En una aleación con el 2% C, a una temperatura de 900|C. Solución: a) A 600 °C: %Fe α=( 6.67-1/6.67-0,067 *100)= 85.87% %Fe3C=( 1- 0.067/6.67-o.o67)*100=14.13% A 960°C nos encontramos con 100% de Austenita. b) En la aleación con el 2% de carbono, a temperatura de 960 °C, nos encontramos con Austenita y Cementita. % Austenita =( 6,67- 2/6.67-1.5)= 9.67% 4. Una fundición de ferrita con 3% de C. Se encuentra en equilibrio a una temperatura ambiente. Se sabe que la solubilidad de C en el Feα a la temperatura ambiente es de 0.008%. Determinar: a) Fases presentes en su composición b) Cantidades relativas de cada una. Solución: a) Concentración del 3% de C Ferrita (Feα) + Cementita (Fe3C) b) Ferrita (Feα): 0.008% Cementita (Fe3C): 6.67% WFeα=(6.67-376.67-0.008)*100=55% WFe3C= 1-0.55*100= 45% 5.
Una hipotética aleación de composición de 60% de A y 40% de B, esta a una temperatura en la que coexisten una fase sólida α y la otra líquida. Si las fracciones másicas de ambas son 0-66 y 0.34, respectivamente, y , la fase α contiene un 13% de componente de B y un 87% de A. Determine la composición de fase líquida a dicha temperatura. Solución: Si se denomina: CL a la concentración de la fase líquida CLA a la concentración de la fase líquida con un % de A CLB a la concentración de la fase líquida con un % de B e igualmente en la fase sólida Cα, CαA,CαB. La fase sólida en función en las concentraciones Wα= C0-CL/Cα-CL Por lo que en función del componente A WαA= C0- CLA/CαA-CLA 0.66= 0.6-CLA/0.87-CLA: CLA=7.58% de A CLB = 100- 7.58=92.42% de B.
4.8.2. Diagrama plomo estaño. 1.
Determine: a) la solubilidad del estaño en Plomo sólido a 100°C. b) La solubilidad máxima del plomo en el estaño sólido. c) La cantidad β que se forma si una aleación Pb-10%Sn se enfría a 0°C. d) Las masas del estaño contenido en las fases α y β. Suponga que la masa total de aleación Pb-10%Sn es de 100 gramos. SOLUCIÓN:
Diagrama Pb-Sn.
a) La temperatura de 100°C intercepta la curva solvus en 5% de Sn. La solubilidad del estaño (Sn) en el plomo (Pb) a 100°C es, por consiguiente de 5%. b) La solubilidad máxima del plomo (Pb) en el estaño (Sn) que se determina desde el lado rico de Sn del diagrama de fases, está en la temperatura eutéctica de 183°C y es de 97.5% de Sn.
c) A 0°C, la aleación con 10% de Sn está en la región α+β del diagrama de fases. Si trazamos una línea de enlace y se aplica la regla de la palanca encontramos que %β=[(10-2)/(100-2)]*100=8.2%. Obsérvese que la línea de enlace cruza la curva solvus de solubilidad de Pb en Sn al lado derecho del campo de la fase β a una concentración de Sn distinta de cero, sin embargo, no se puede leer con exactitud en el diagrama. Por consiguiente supondremos que el punto del lado derecho de la línea de enlace es 100% de Sn. El % de α seria (100-%β)=91.8%. Esto significa que si tenemos 100 gramos de la aleación con 10% de Sn consistirá en 8.2 gramos de la fase β y 91.8 de la fase α. d) Observe que 100 gramos de la aleación consistirán en 10 g de Sn y 90 g de Pb. El Pb y el Sn se distribuyen en dos fases es decir, α y β. La masa de Sn en la fase α=2%Sn*91.8 g de fase α =0.02*91.8 g=1.836 g. Como el estaño (Sn) aparece en las dos fases, la masa de Sn en la fase β será =(10- 1.836) g=8.164 g. Observe que en esta caso la fase β a 0°C es casi Sn puro. e) Se calcula ahora la masa del Pb en las dos fases. La masa de Pb en la fase α será igual a la masa de la fase α menos la masa Sn en esa fase = 91.8 g – 1.836 g =9.964 g. También se puede calcular de la siguiente manera, masa de Pb en la fase α = 98% Sn*91.8 g de fase α = o.98*91.8 g = 89.964 g. Se conoce la masa total del plomo en la fase α, por consiguiente, la masa de Pb en la fase β = 90-89.964 = 0.036 g. Esto coincide con lo que se dijo antes, que la fase β en este caso es casi Sn puro. NOTA IMPORTANTE: Para efectos de cálculos, se considera si se está en calentamiento y se encuentra que el punto a analizar se encuentra sobre una línea de cambio de fase, se considera que ya se presenta la fase siguiente y allí se traza la línea de análisis. Si se está en enfriamiento tener presente la anterior consideración. 2. a) Determine la cantidad y la composición de cada fase en una aleación plomo – estaño de composición eutéctica. b) calcule la masa de las fases presentes. c) Calcule la cantidad de Pb y Sn en cada fase, suponiendo que tiene 200 gramos de aleación. SOLUCIÓN: a) La aleación eutéctica contiene 61.9% de Sn. Aplicando la regla de la palanca a una temperatura justo abajo de la eutéctica (caso de enfriamiento), 182°C, el punto de apoyo de la palanca es 61.9% de Sn. Los extremos de la línea de enlace coinciden aproximadamente con los extremos de la línea eutéctica. α = (Pb-19% Sn) % α = [(97.5-61.9)/(97.5-19)]*100 = 45.35 % β = (Pb -97.5% Sn) % β = [(61.9-19)/(97.5-19)]*100 = 54.65 % O bien se puede decir que la fracción en peso de la fase α = 0.4535, y la fracción de la fase β = 0.5565 Una muestra de 200 g de la aleación contendrá un total de 200 g * (0.6190) = 123.8 g de Sn y os 76.2 g restantes de plomo. La masa total de plomo y estaño no pueden cambiar, por la ley de conservación de la masa; lo que cambia es la masa del plomo y el estaño en las distintas fases.
b) A una temperatura justo abajo de la eutéctica: La masa de la fase α en 200 gramos de aleación = 200 g * o.4535 = 90.7 g. La cantidad de fase β en 200 g de la aleación = (masa de la aleación – masa de la fase α) = 200.o g – 90.7 g = 109.3 g. También se podría haber expresado como: cantidad de fase β en 200 g de la aleación = 200 g * 0.5465 = 109.3 g. Así, a una temperatura justa abajo de la eutéctica, es decir 182°C, la aleación contiene 109.3 g de fase beta y 90.7 g de fase alfa. c) Se calcula ahora las masas de plomo y estaño en las fases alfa y beta: Masa de plomo en la fase alfa = masa de la fase alfa en 200 g * (concentración de Pb en alfa), entonces la masa de Pb en la fase alfa = (90.7 g)*(1-0.190) = 73.467 g. Ahora la masa de Sn en la fase alfa = masa de la fase alfa – masa de Pb en la fase alfa, entonces masa de Sn en la fase alfa = (90.7-73.467 g) = 17.233 g. masa de Pb en la fase beta = masa de la fase beta en 200 g *(fracción de peso de Pb en beta), entonces la masa de Pb en la fase beta = (109.3 g)* (1-0.175)=2.73 g. Ahora la masa de Sn en la fase beta = la masa total de Sn – masa de Sn en la fase alfa=123.8 g-17.233 g=106.57 g. Obsérvese cómo se obtuvo el mismo resultado a partir del balance de masa total de plomo, como sigue: Masa total de plomo en la aleación = la masa de plomo en la fase alfa + masa de plomo en la fase beta. 76.2 g = 74.467 g + masa de plomo en la fase beta 3. Se tiene 400 kilogramos de una aleación plomo-estaño en proporciones 60-40 calcule a temperatura del eutéctico en enfriamiento, las fases presentes, % de las fases, % de los componentes por cada fase y peso de los componentes en cada fase. Aleación general 400 kilogramos……….. 60% de Pb=240 kilogramos + 40% de Sn = 160 kilogramos. A temperatura del eutéctico….183°C para enfriamiento. %α=[(97.8-40)/(97.8-18.3)]*100=72.7% %β=[(40-18.3)/(97.8-18.3)]*100=27.3% Peso de α=0.723*400=290.8 kilogramos. Peso de β=0.273*400=109.2 kilogramos. % de cada componente en la fase α……81.7% de Pb + 18.3% de Sn. % de cada componente en la fase β…….2.2% de Pb + 97.8% de Sn. Peso de cada componente en la fase α de la aleación. Pb=0.817*290.8 kilogramos=237.58 kilogramos. Sn=0.183*290.8 kilogramos=53.210 kilogramos. Peso de cada componente en la fase β de la aleación. Pb=0.022*109.2 kilogramos=2.40 kilogramos. Sn=0.978*109.2 kilogramos=106.97 kilogramos.
4. Un kilogramo de una aleación de 70% de Pb y 30% de Sn, se enfría lentamente a partir de 300°C utilice el diagrama de fases Pb-Sn y calcule: a) el porcentaje en peso de líquido y del proeutéctico alfa a 250 °C. b) El porcentaje en peso de líquido y del proeutéctico alfa justo por encima de la temperatura eutéctica y el peso en kilogramos de esas fases. SOLUCIÓN a) Del diagrama plomo-estaño % en peso de liquido=[(30-12)/(40-12)]*100=64% % en peso proeutéctico alfa=[(40-30)/(40-12)]*100=36% b) El porcentaje en peso de líquido y proeutéctico alfa justo por encima de la temperatura eutéctica es: % en peso de liquido=[(30-19.2)/(61.9-19.2)]*100=25.3% % en peso proeutéctico alfa=[(61.9-30)/(61.9-19.2)]*100=74,7% Peso de la fase liquida=1 Kg*0.253=0.253 kilogramos. Peso de proeutéctico alfa=1 Kg*0.747=0.747 kilogramos.
5. Una aleación de plomo-estaño contiene 64% en peso de material proeutéctico alfa y 36% en peso de material eutéctico α+β a 183 °C calcule la composición promedio de esta aleación. SOLUCIÓN: Suponga que x es el porcentaje en peso de Sn en la aleación desconocida. Puesto que esta aleación contiene 64% en peso de proeutéctico α, la aleación debe ser hipoeutéctica y x por lo tanto estará localizada entre 19.2 y 61.9% en peso de Sn, como Aparece en los diagramas plomo-estaño, utilizando la regla de la palanca se tiene: % proeutéctico α = [(61.9-x)/(61.9-19.2)]*100=64% 61.9 -x = 0.64 (42.7) = 27.3 x = 34.6% De este modo la aleación está formada por 34.6% de Sn y 65.4 % de Pb. Obsérvese que se utiliza el cálculo de la regla de la palanca por encima de la temperatura eutéctica ya que el porcentaje de proeutéctico α, permanece constante tanto por encima como por debajo de la temperatura eutéctica.
4.9. Anexos.
4.9.1. Nota Histórica: Hierro y Acero
El hierro se descubrió en algún momento de la edad del bronce. Probablemente se sacó de entre las cenizas de fuegos encendidos cerca de los depósitos de minerales de hierro. La ubicación del metal creció, sobrepasando finalmente al bronce en importancia. La edad del hierro se ubica generalmente alrededor del año 1200 a.C . Mediante hallazgos de artefactos hechos de hierro en la gran pirámide de Gizeh en Egipto, que data del 2900 a.C. En Israel se han descubierto hornos para el beneficio del hierro que datan del 1300a.C. en Asiria ( al norte de Irak ) se fabricaron por el año 1000 a. C. carros de hierro, espadas y herramientas. Los romanos heredaron el trabajo del hierro de sus provincias.; principalmente de Grecia, y desarrollaron la tecnología a nuevas alturas y la difundieron a través de Europa. Las antiguas civilizaciones aprendieron que el hierro era más duro que el bronce y que adquiría un mejor filo y más fuerte. La invención del cañón en Europa durante la Edad Media creó la primera demanda real del hierro: sólo hasta entonces el uso del hierro sobrepasó finalmente del cobre y del bronce. También la estufa de fundición de hierro, como artículo doméstico de los siglos XVII y XVIII. Contribuyó a incrementar significativamente la demanda de hierro. Durante el siglo XIX, industrias como la construcción, los ferrocarriles, la construcción de barcos, la maquinaria y la industria militar, crearon un dramático crecimiento en la demanda de hierro y acero en Europa y en América. No obstante que fue posible producir grandes cantidades de arrabio (crudo) en los altos hornos, los procesos subsiguientes para producir hierro forjado y acero eran lentos. La necesidad de incrementar la productividad de estos metales básicos fue la “madre invención”. Henry Bessemer desarrolló en Inglaterra el proceso para soplar aire a través del hierro fundido que condujo a la invención del convertidor Bessemer (patentado en 1856). Los hermanos Pierre y Emile Martin construyeron en Francia el primer horno de hogar abierto en 1864. Estos métodos permitieron producir hasta 15 toneladas de acero en un solo lote (hornada), un adelanto significativo sobre los métodos anteriores. La expansión de los ferrocarriles en Estados Unidos después de la Guerra Civil creó una enorme demanda de acero. Entre 1880 1890 se empezaron a usar las vigas de acero para la construcción en cantidades significativas la construcción en cantidades significativas. Las construcción de rascacielos empezó a depender de este acero estructural. Hacia el final del siglo XIX. Fue posible disponer de electricidad en cantidades suficientes, se usó esta fuente de energía para producir acero. El primer horno eléctrico comercial para la producción de acero se puso en operación en Francia en 1899. Para 1920, éste se había convertido en el principal proceso para fabricar acero de aleación. El uso de oxígeno puro en la producción de acero se inició un poco antes de la Segunda Guerra Mundial en varios países europeos y en Estados Unidos. Los trabajos en Austria después de la guerra culminaron con el desarrollo del horno básico de oxígeno (BOF, por sus siglas en inglés de basic oxygen furnace).Éste se ha convertido en la tecnología moderna para producir acero. Alrededor de 1970 sobrepasó al método de hogar abierto. El convertidor Bessemer había sido superado en 1920 por el método de hogar abierto, y dejó de ser un método de producción comercial de acero 1971.
Figura 21. Hombre y proceso de fundición.
4.9.2. Clasificación y definición de aceros y fundiciones.
Nomenclatura AISI-SAE.
La norma AISI/SAE (también conocida por SAE-AISI) es una clasificación de aceros y aleaciones de materiales no ferrosos. Es la más común en los países de Latinoamérica entre los que se encuentra Colombia. La norma surge por la necesidad de manejar una sola nomenclatura unificada debido a que se manejaba en todos los países nomenclaturas distintas para diferentes aceros. Lo que conllevaba a la confusión e inclusive a la utilización de los aceros en maquinas, vehículos o en otro tipo de estructuras con diferentes características ya que no era el necesario para el dispositivo. De igual manera, cada nomenclatura tiene sus iniciales, la AISI es designado en ingles como American Iron and Steel Institute (Instituto americano del hierro y el acero), mientras que SAE es designado en inglés como Society of Automotive Engineers (Sociedad Norteamericana de Ingenieros Automotores). Entre otras designaciones se encuentran: ASME (American Society of Mechanical Engineers), ANSI(American National Standards Institute), ACI(Alloy Casting Institute) , AWS(American Welding Society) en la designación de los aceros y sus normas de fabricación para diferentes productos. Igualmente, en este sistema los aceros se clasifican con cuatro dígitos. El primero especifica la aleación principal, el segundo indica el porcentaje aproximado del elemento principal y con los dos últimos dígitos se conoce la cantidad de carbono presente en la aleación. Ejemplo: 1045 AISI SAE tiene 0,45 porcentaje de Carbono. La aleación principal que indica el primer dígito es la siguiente: 1. Carbono es un elemento principal su ubicación en la tabla periódica es de grupo A 2. Níquel 3. Níquel-Cromo, principal aleante el cromo 4. Molibdeno 5. Cromo 6. Cromo-Vanadio, principal aleante el cromo 7. Esta numeración indica que son aceros resistentes al calor, pero estos no se fabrican habitualmente. 8. Níquel-Cromo-Molibdeno, principal aleante el molibdeno 9. Silicio Por otra parte, en las normas ASTM, para referirse a los distintos aceros, se puede hablar de “Grado”, “Clase” o “Tipo”. Por ejemplo A106 Grado A, A48 Clase 20A, A276 Tipo 304. Por otra parte, los códigos numéricos o alfanuméricos usados para referirse a un acero, a veces tienen algo de significado. En los grados designados por letras del alfabeto A, B, C,.. el contenido de carbono y su resistencia mecánica aumentan en el mismo orden. En las clases, del código numérico indica su tensión de ruptura en PSI. La designación de un mismo acero también cambia según se trate de un producto laminado, forjado (se usa nomenclatura AISI, Ejemplo TP304 para tubos y cañerías, F304 para piezas forjadas, WP304 y CR304 para fittings) o un producto fundido (se usa nomenclatura ACl, Por Ejemplo CF8 para el cuerpo fundido de una válvula, no se dice “304 fundido”). De igual manera, esta gran diversidad y falla de sistematización se trata de resolver, mediante un sistema de numeración unificado UNS (Unifred Numbering System) acordado entre ASTM y SAE, que poco a poco se ha ido divulgando. Actualmente se considera acero a una aleación cuyo contenido porcentual de hierro, en peso, es superior al de cualquier otro componente de la aleación y con un contenido de carbono que no supere el 1,76%, sin embargo, si se supera esta cantidad de carbono entraríamos en la zona de las fundiciones. Cabe mencionar, que en el diagrama de hierro carbono si hablamos de un material que tenga un porcentaje de carbono menor al 1,76% estaremos hablando de la zona de los aceros, si se supera dicho valor hablaremos de la zona de las fundiciones. En los aceros aleados los dos primeros dígitos indican los principales elementos de aleación y sus rangos. A veces se intercalan letras después de los dos primeros dígitos para indicar otra característica (B indica Boro, L indica Plomo). También pueden usarse prefijos( M indica calidad corriente, E indica horno eléctrico, H indica endurecible). En la siguiente tabla se muestra muchos de los ejemplos de la nomenclatura del acero. Aceros al Carbono Descripción 1OXX no-resulfurado, 1.00 Mn máx IlXX Resulfurado
4.10. Definiciones.
Diagrama de fases de equilibrio: representación gráfica de temperaturas y composiciones para las cuales varias fases son estables en el equilibrio. En la ciencia de materiales, los diagramas de fases más comunes describen a la temperatura versus composición. Equilibrio: un sistema está en equilibrio si no tiene lugar cambios microscópicos con el tiempo. Fase: una porción física homogénea y diferente de un sistema material. Grados de libertad F: número de variables (temperatura composición y presión) que se pueden variar independientemente sin cambiar la fase o fases del sistema.
Isoterma: línea horizontal trazada en una región bifásica de un diagrama de fases, para ayudar a determinar las composiciones de ambas fases. Líquidus: temperatura a la cual el líquido empieza a solidificarse bajo condiciones de equilibrio.
Matriz: por lo general, fase sólida continúa en una microestructura compleja. Dentro de la matriz se pueden formar precipitados sólidos. Número de componentes de un diagrama de fases: número de elementos que constituyen el sistema del diagrama de fases. Por ejemplo Fe-Ni un sistema de dos componentes.
Precipitado: fase solida que se forma de la fase matriz original cuando se excede el límite de solubilidad. En la mayoría de los casos, se trata de controlar la formación del precipitado para producir el endurecimiento por dispersión óptimo. Punto triple: presión y temperatura a las cuales las tres fases de un solo material están en equilibrio. Reacciones invariantes: transformaciones de fase en equilibrio que se suponen cero grados de libertad. Regla de la palanca: los porcentajes en pesos de las fases en cualquier región de un diagrama de fases binarios se pueden calcular usando esta regla si prevalecen las condiciones de equilibrio. Regla de las fases de Gibbs: establece que en el equilibrio del número de fases más los grados de libertad es igual al número de componentes más 2, P + F = C + 2. De forma abreviada, con la presión 1= atm, P + F = C + 1. Sistema isomorfo: un diagrama de fases en el cual solo existe una única fase sólida, esto es, hay solo una estructura en estado sólido. Sistema: una porción del universo que ha sido aislada de tal modo que sus propiedades pueden ser estudiadas. Sólidus: temperatura durante la solidificación de una aleación a la cual la última parte de la fase liquida se solidifica.
Solubilidad limitada: condición referente a que sólo se puede disolver una cantidad máxima de un material soluto en un material solvente. Solubilidad: cantidad de material que se disolverá completamente en un segundo material, sin crear una segunda fase. Solvus: línea de solubilidad que separa una región que tiene una fase solida de una región que tiene dos fases solidas en el diagrama de fases.
Créditos
Recopilación y edición realizada por Juliana Galeano Monsalve, Jessica Agudelo Bedoya, Javier Arévalo Parra, estudiantes de ingeniería mecánica de la Universidad Tecnológica de Pereira 2012. Revisión y segunda edición realizada por Laura Fernanda Medina, Andrés Camilo Obando y Oscar Manso, estudiantes de Ingeniería Mecánica, Universidad Tecnológica de Pereira 2015.
Revisión y tercera edición realizada por Laura Fernanda Medina, Juan Sebastian Cardona y Juan David Villegas Osorio , estudiantes de Ingeniería Mecánica, Universidad Tecnológica de Pereira Julio, 2015.
4.11. Bibliografía
•Fundamentos de la ciencia e ingeniería de materiales. – 4ª ED. Smith, William F. (Autor), Hashemi, Javad (Autor) •Ciencia e ingeniería de los materiales. – 2ª y 4ª ED. Askeland, Donald R. (Autor), Phule, Pradeep P. (Autor) •Apuntes de metalografía 1, Manuel Pinzón Candelario, Facultad de ingeniería mecánica, Universidad Tecnológica de Pereira. •Figura 1. Micro-estructuras, http://www.upv.es/materiales/Fcm/Fcm13/Imagenes/Fig13-2.jpg •Figura 2. Solución sólida, http://dimetilsulfuro.es/2013/12/10/estatuas-bronce-historia/ •Figura 3. Diagrama límite de soludibilidad, https://ingelibreblog.wordpress.com/2014/01/15/introduccion-a-los-diagramas-de-fase/g •Figura 4. Diagrama de fase del agua, http://4.bp.blogspot.com/-4B5vvDJk1QY/TzI1wXFWCHI/AAAAAAAADI8/cxNPjPfHPpY/s1600/diagrama-de-fases-del-agua.png •Figura5. Diagramade Fase binario Cu-Ni, https://ingelibreblog.files.wordpress.com/2014/01/cu-ni-1.jpg •Figura 6. Diagrama de fase binario Ag-Cu, https://tecnokrs.files.wordpress.com/2012/02/diagrama-cu-ag.jpg •Figura 7. Reacciones invariantes, http://ocw.uc3m.es/ciencia-e-oin/quimica-de-los-materiales/Material-de-clase/imagenes/metales/a_metales7.gif •Figura 8. Diagrama de solubilidad total, http://www.unedcervera.com/c3900038/ciencia_materiales/diagramas_fases_2.png •Figura 9. Diagrama solubilidad parcial, http://www.unedcervera.com/c3900038/ciencia_materiales/diagramas_fases_5.png •Figura 10. Proceso de solidificación, https://encrypted-tbn3.gstatic.com/images?q=tbn:ANd9GcS4RLBR1uP8Ch_bKMYOt_4Xsr_mZ3wTkGmpnL0YFsMxBMKDLryh5w •Figura 11. Curva de solidificación, http://foundrynews.com.br/media/ckfinder/userfiles/images/01-07-2014/Figura_04.png •Figura 12. Crecimiento planar, http://gida.wikispaces.com/file/view/Imagen3.jpg/205042316/Imagen3.jpg •Figura 13. Diagrama Cu-Ni, http://cosmolinux.no-ip.org/uned/figura25.JPG •Figura 14. Diagrama Pb-Sn, http://www.mtarr.co.uk/courses/topics/0224_tsm/images/met_sm_imga.gif •Figura15. Solidificacion. https://cienciamateriales.files.wordpress.com/2012/08/diagrama-de-fases-4.pdf
•Figura 16. Reacción eutéctica en diagrama Pb-Sn, https://www.uam.es/docencia/labvfmat/labvfmat/practicas/practica1/eutectico_archivos/image002.jpg •Figura 17. Diagrama Hierro-Carbono. http://ingemecanica.com/tutorialsemanal/tutorialn100.html •Figura 18. Sin referencia encontrada. •Figura 19. Diagrama general para aplicación de regla de la palanca, https://encrypted-tbn3.gstatic.com/images?q=tbn:ANd9GcTPACpsY23DND-HbW9qkM8HZMXYd07QS5VbbYrxqZoiPdEUP3Du •Figura 20. Diagrama de equilibrio de fases para el agua pura, http://rodas.us.es/file/7a35eedc-8588-e23b-14be-b77099d004e8/1/tema10_ims_SCORM.zip/images/pic024.gif
•Figura 21. Hombre y proceso de fundición, https://encrypted-tbn2.gstatic.com/images?q=tbn:ANd9GcQsdY_WCoxmMDIaSEIz3Y6Xp0d-XEZF4uI-Wn0U-h6Qb8VeUcJGUg • Video 1. Ejemplo diagrama Hierro-Carbono, https://www.youtube.com/watch?v=wvHW9S-puUE •Video 2. Regla de la palanca en diagrama Hierro-Molibdeno, http://youtu.be/A41-C-MZU48 •http://cienciamateriales.argentina-foro.com/t120-27-sistema-binario-de-solubilidad-parcial-concepto-de-eutectico-caracteristicas •Solidificación:http://www.comosehace.cl/procesos/PaulinaCecci/complemento_Solidificacion.htm •http://ocw.uc3m.es/ciencia-e-oin/tecnologia-de-materiales-industriales •http://metalografia.comli.co/Nocions%20diagrames%20de%20fase.html •http://cabierta.uchile.cl/revista/23/articulos/pdf/edu1.pdf •http://thebookshq.com/books/diagramas-de-fases-cobre-niquel.html •http://www.uam.es/docencia/labvfmat//labvfmat/practicas/practica1/palanca_archivos/palanca.htm •http://www.diquima.upm.es/docencia/tqg/docs/regla_palanca.pdf
ANEXOS • Ciencia e Ingeniería de los materiales; Smith • Ciencia e Ingeniería de los materiales; Askeland • Fundamentos de Manufactura Moderna ; Mikell P.Groover • Ciencia e Ingeniería de los materiales ; Callister • Problemas y cuestiones de tecnología Industrial.
CRISTALOGRAFÍA 3.1. INTRODUCCIÓN La mayoría de materiales sólidos poseen una estructura cristalina, conformada por el arreglo interno de sus átomos. La descripción de un sólido cristalino es por medio de las redes de Bravais, que especifica cómo las unidades … Sigue leyendo →
4. DIAGRAMA DE EQUILIBRIO Y PROCESOS DE SOLIDIFICACIÓN DE SUSTANCIAS PURAS Y MEZCLAS. CONTENIDO. 4.1 Introducción 4.2 Definiciones 4.3 Diagramas De Fase De Sustancias Puras 4.4 Ley De Fases De Gibbs 4.5 Regla de la palanca 4.6 Solidificación de los … Sigue leyendo →
Más galerías|Comentarios desactivados en 4. Diagrama de equilibrio y procesos de solidificación de sustancias puras y mezclas
5. DIAGRAMA HIERRO-CARBONO. CONTENIDO. 5.1 Introducción. 5.2 Definiciones. 5.3 Diagrama Hierro Carbono (Fe-C). 5.4 Fases Del Diagrama Hierro Carbono 5.4.1 Fase Austenítica. 5.4.2 Fase Ferrítica. 5.4.3 Fase Cementita. 5.4.4 Fase Ledeburita. 5.4.5 Fase Perlita. 5.4.6 Fase Grafito. 5.5 Aceros. 5.5.1 … Sigue leyendo →
Más galerías|Comentarios desactivados en 5.Diagrama Hierro – Carbono.

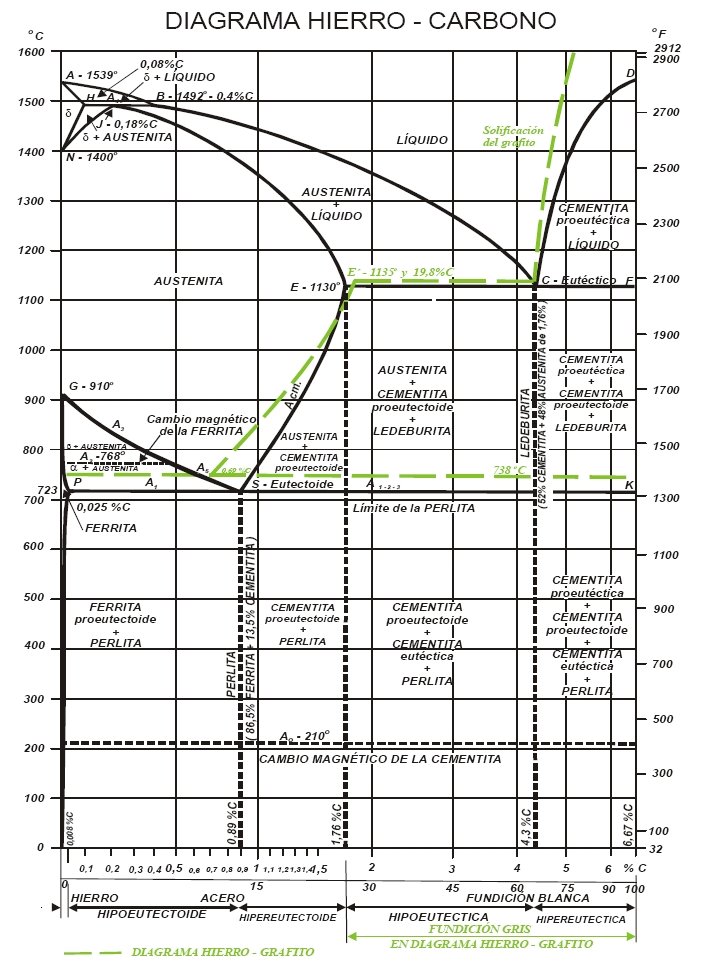
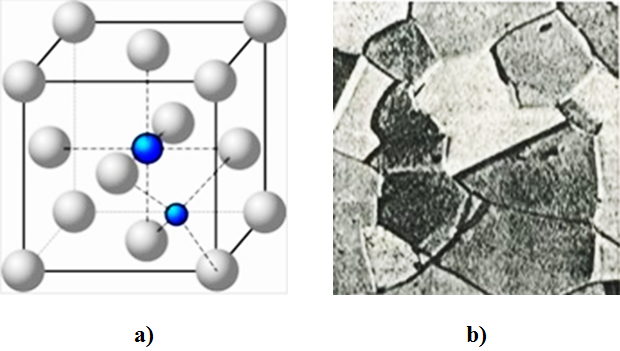
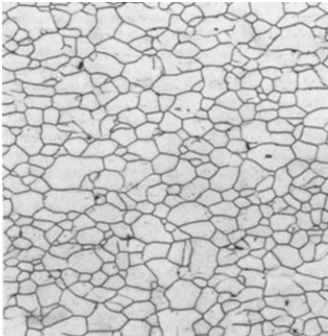
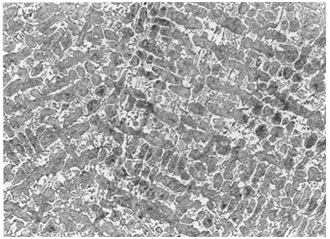
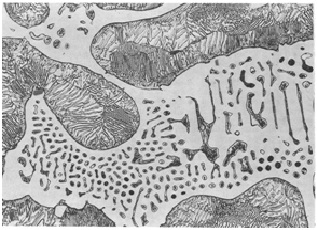

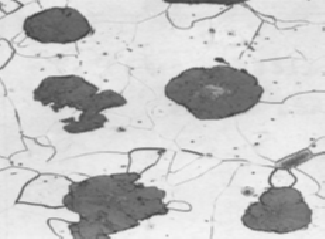
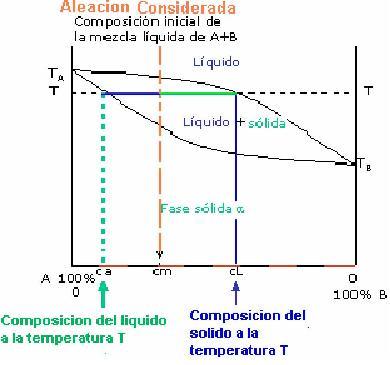
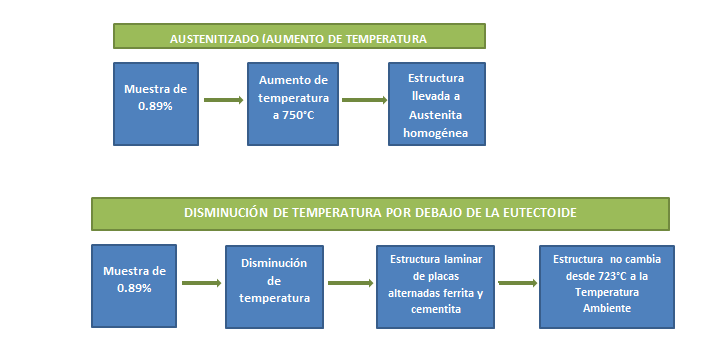

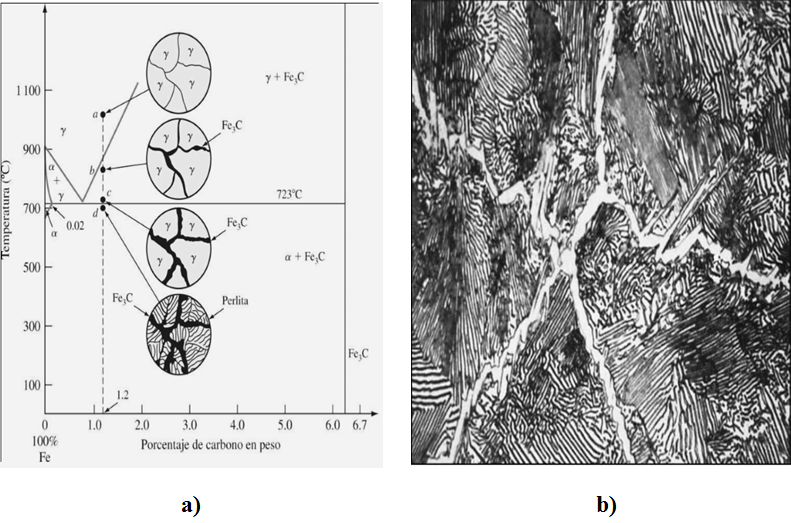
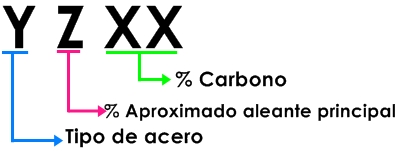
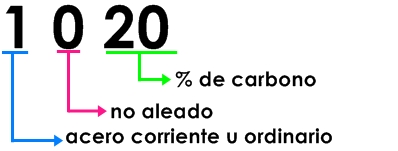

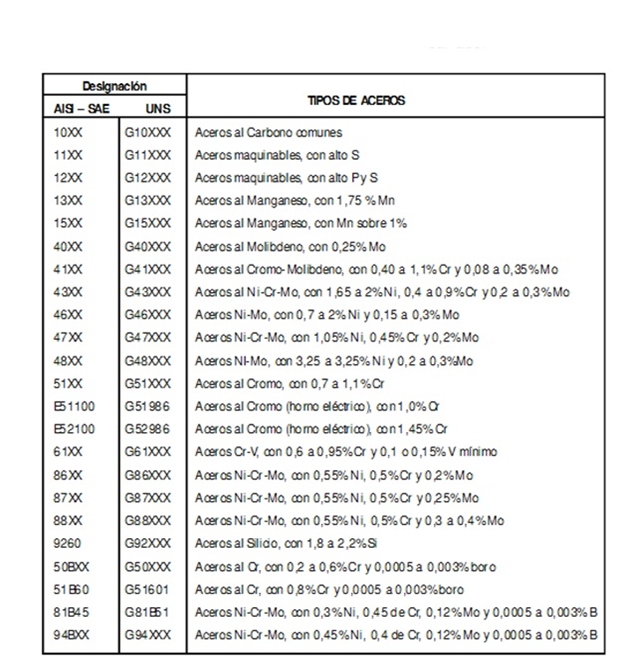
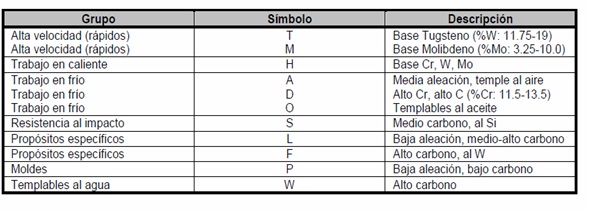
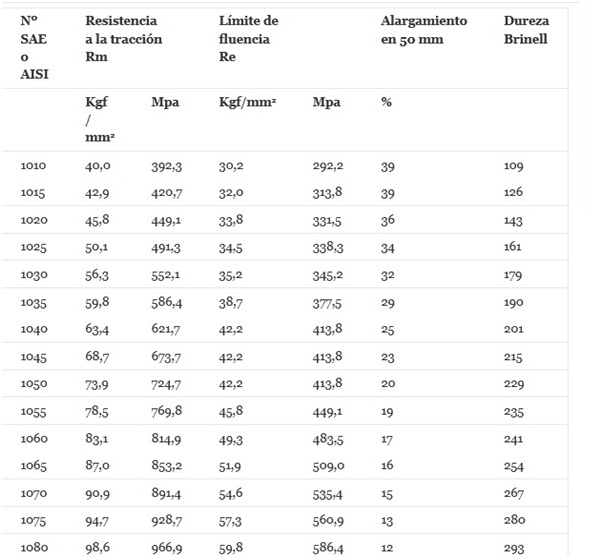
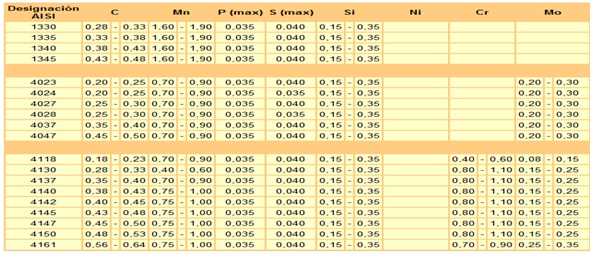
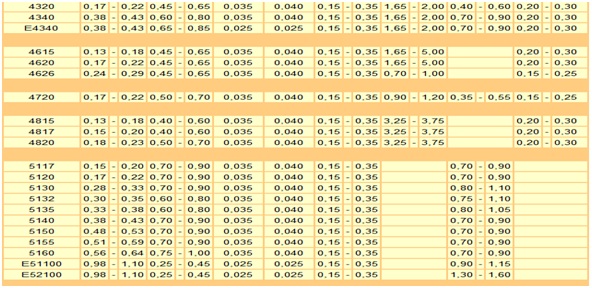
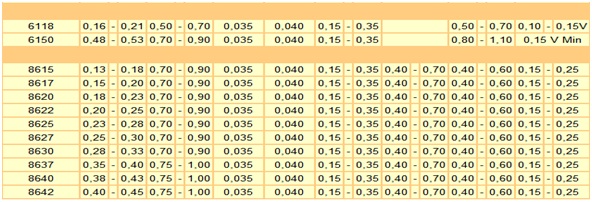
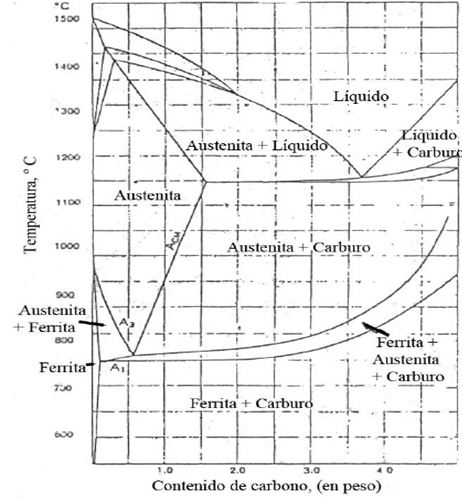
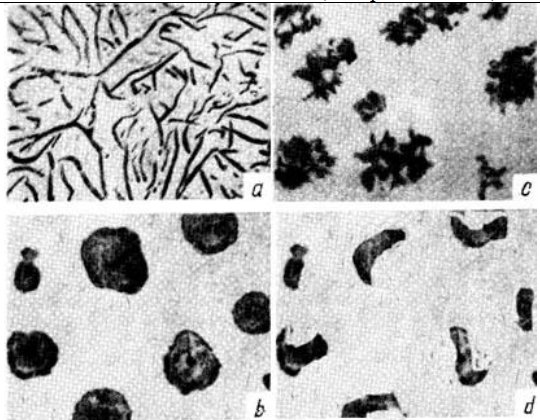

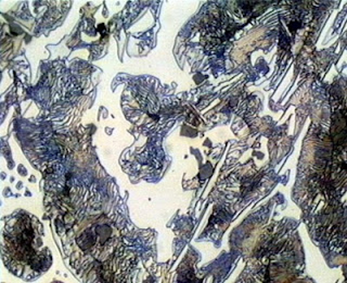
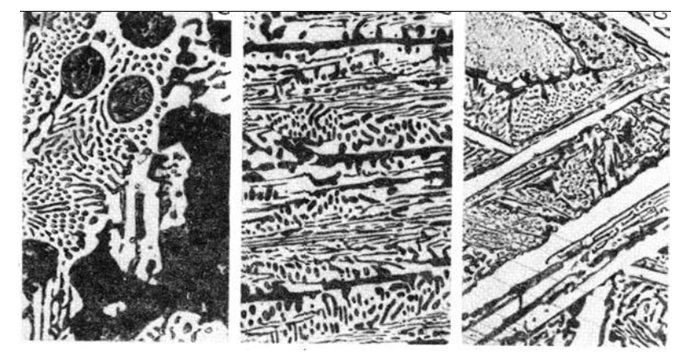
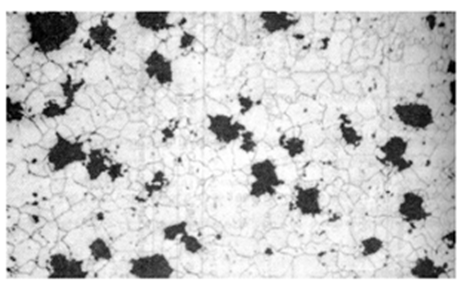

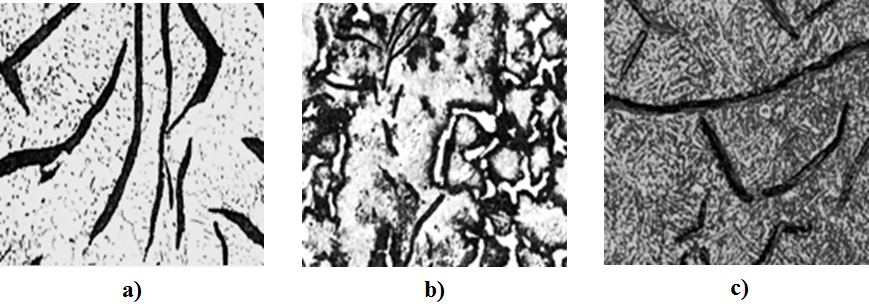
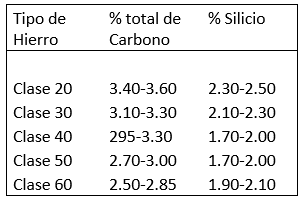

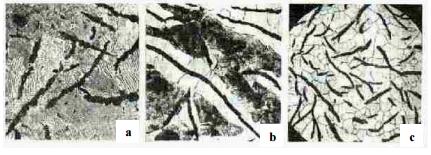
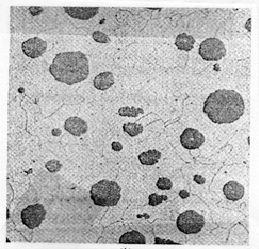
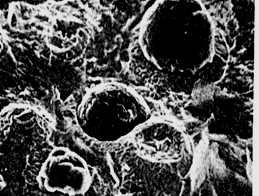
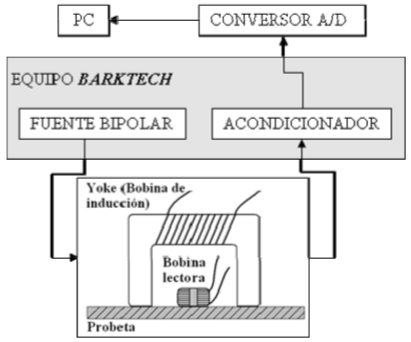
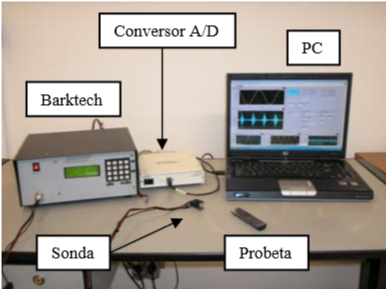
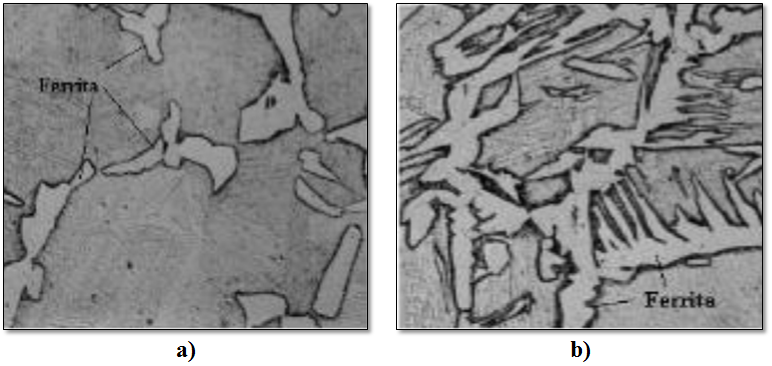

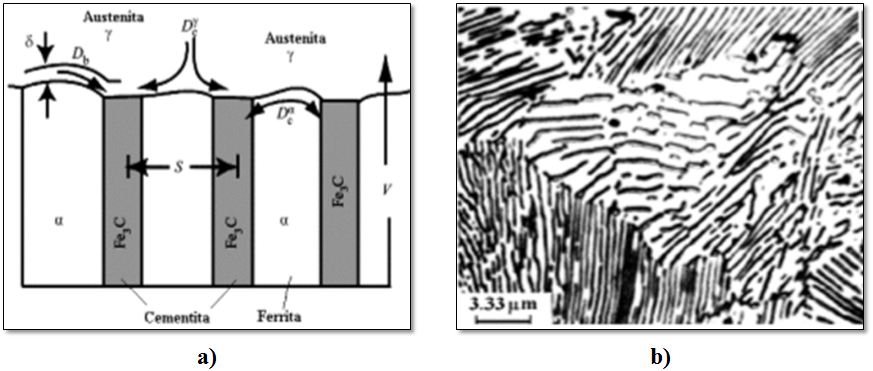

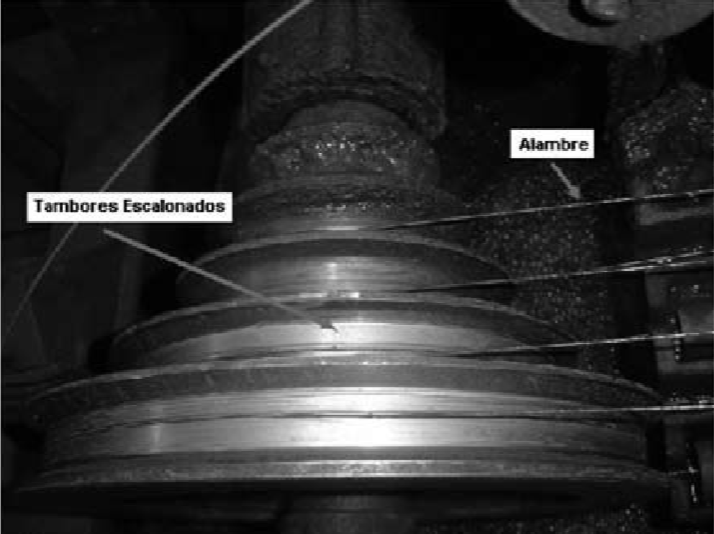

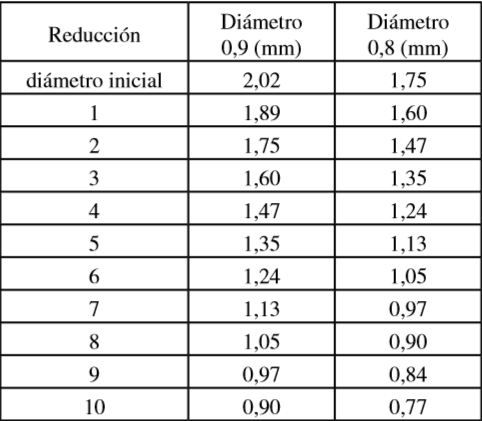

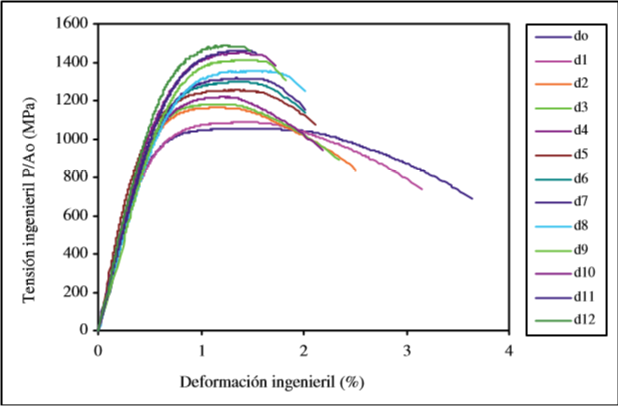

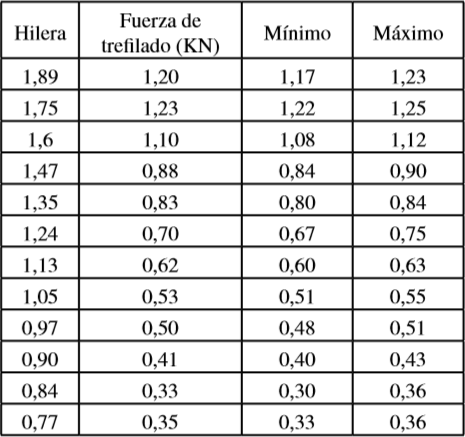
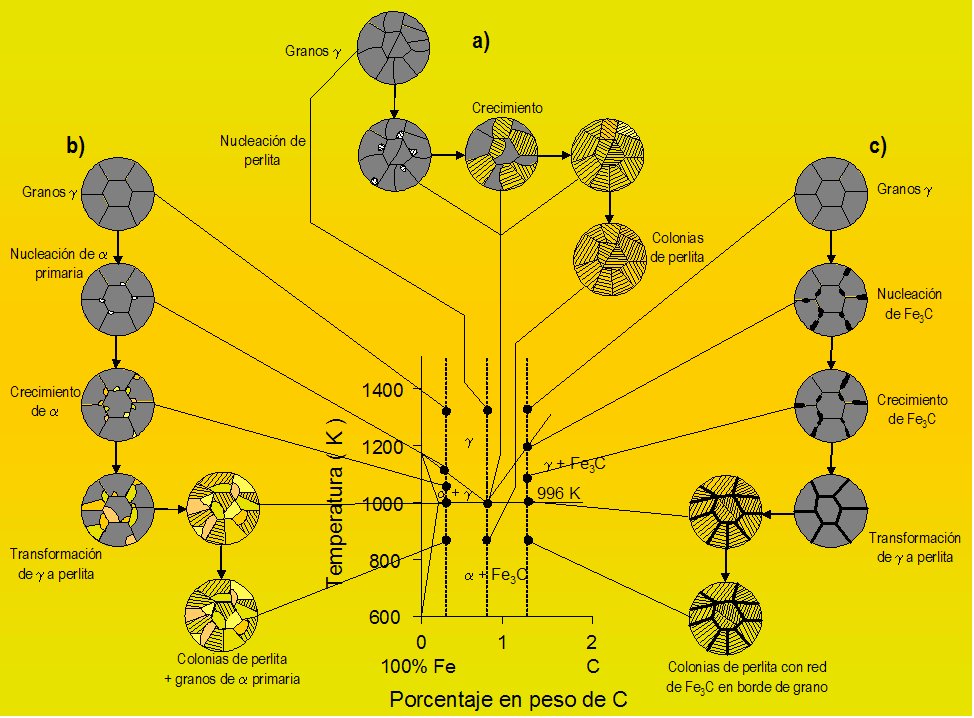
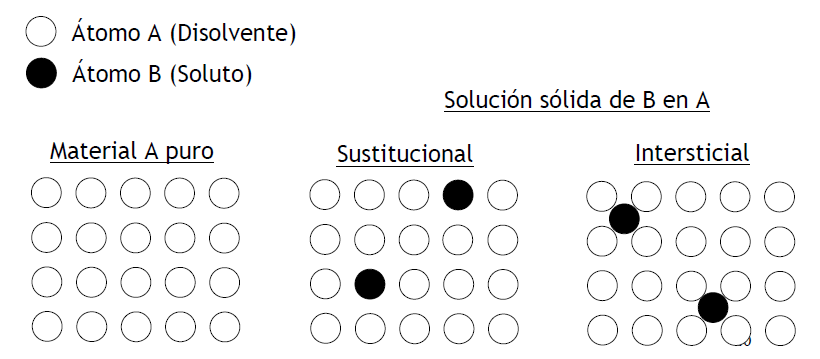
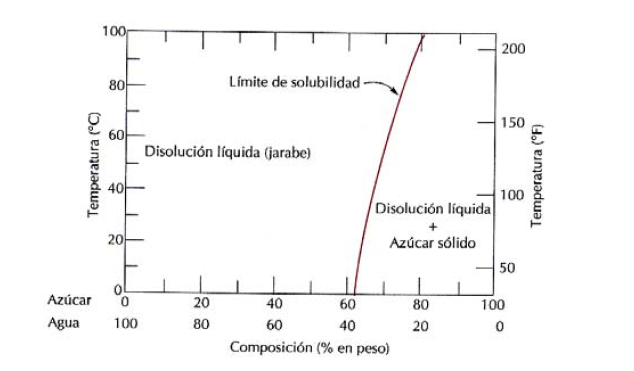
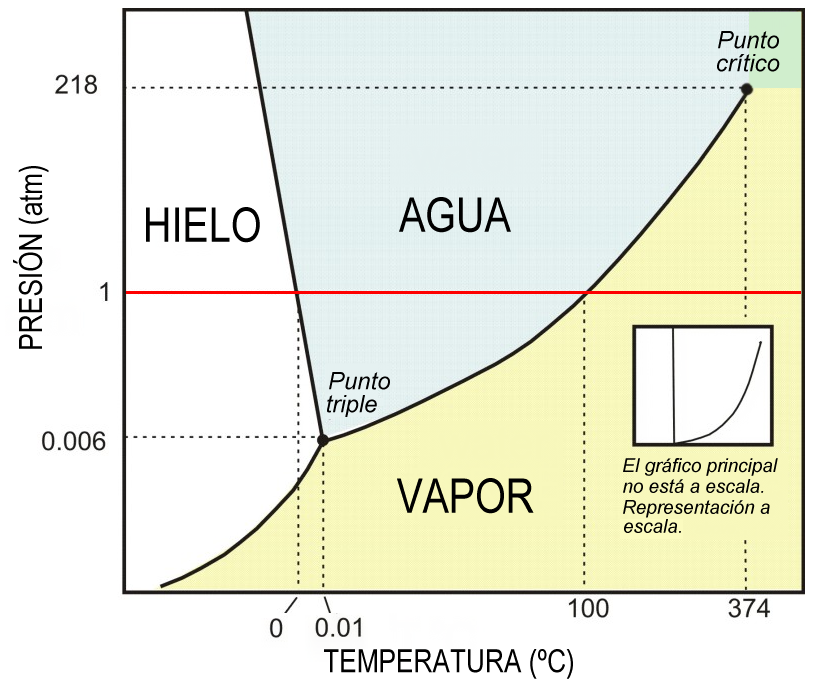
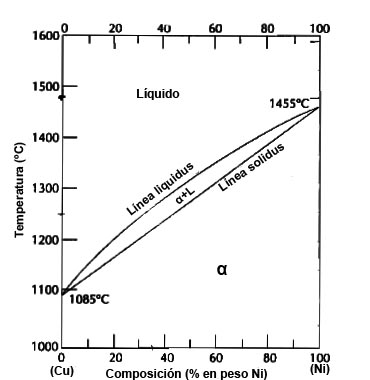
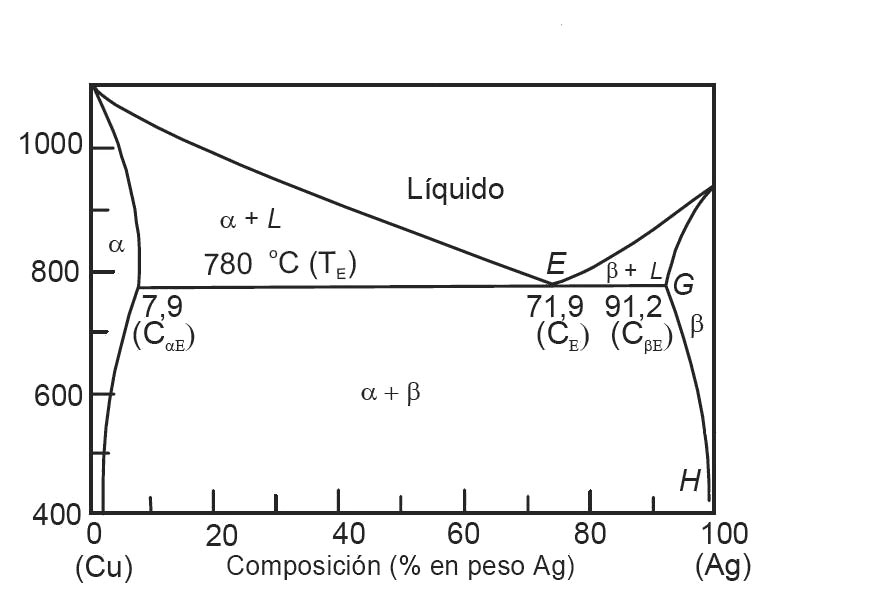



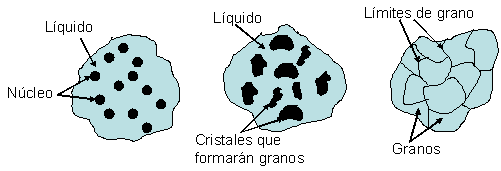


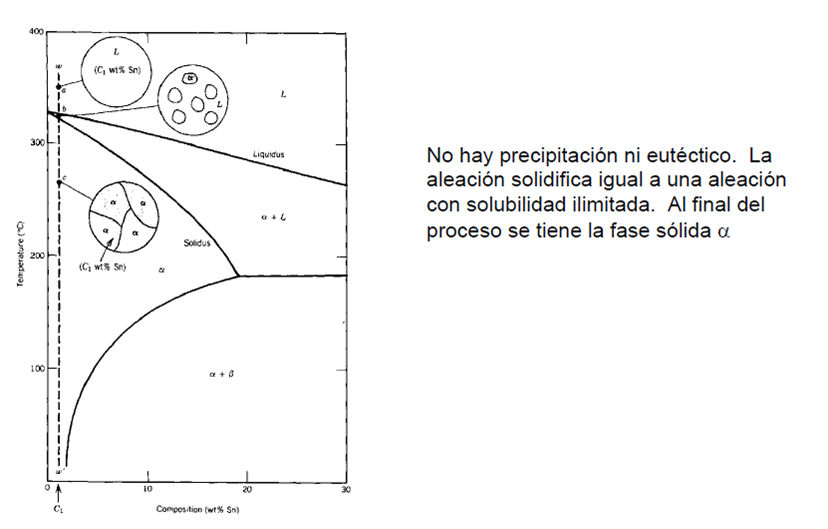

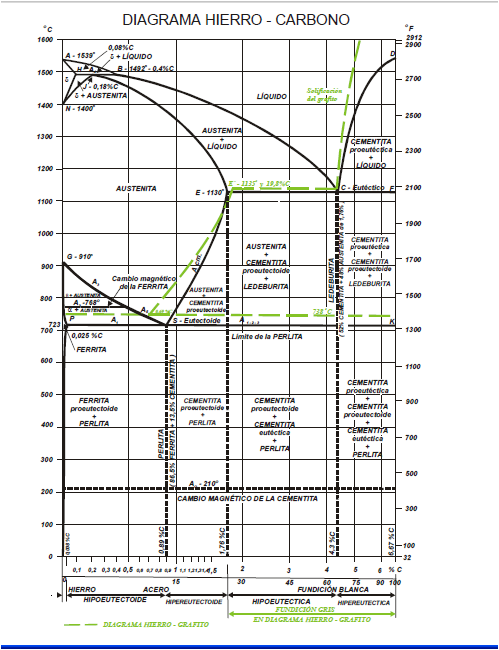
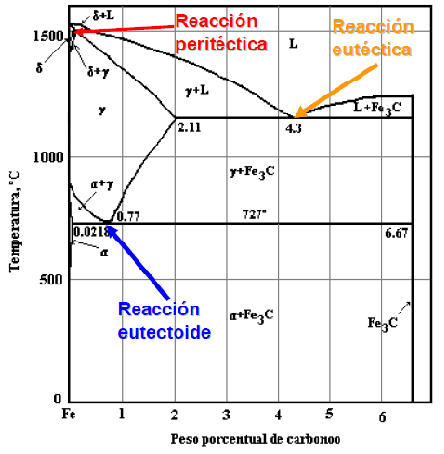
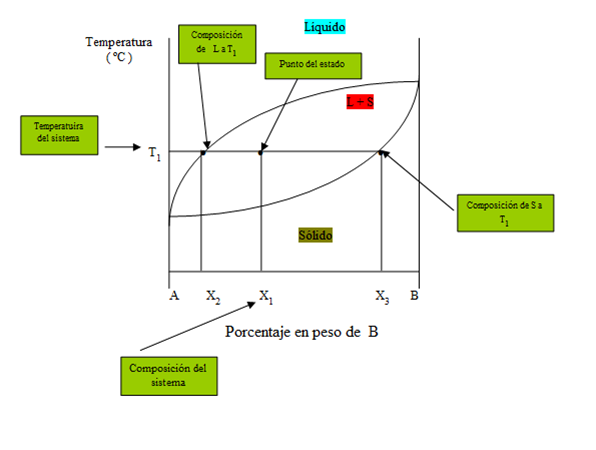
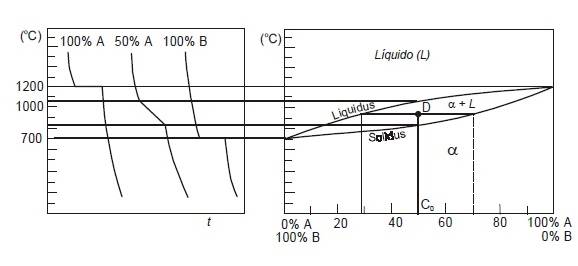
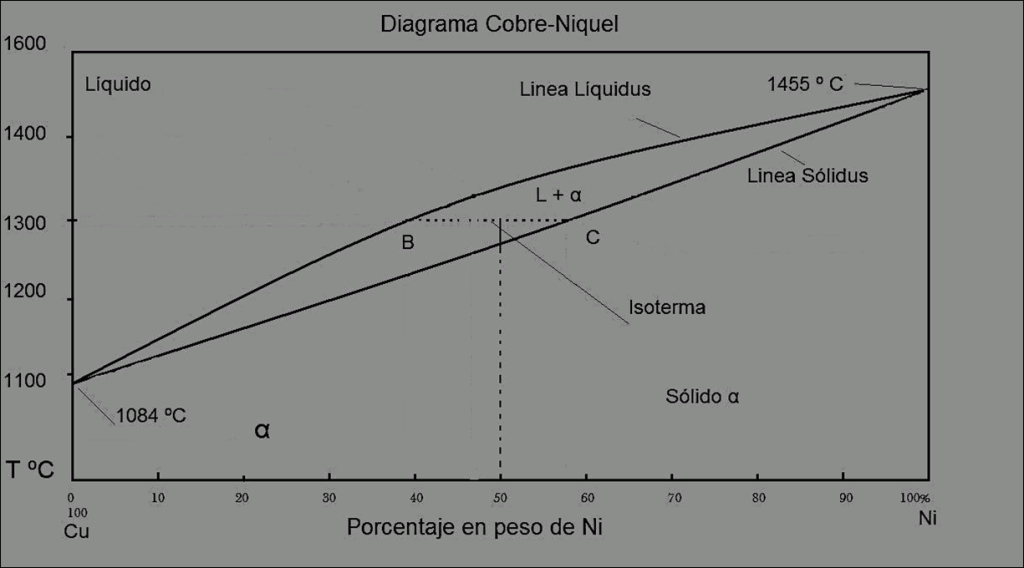
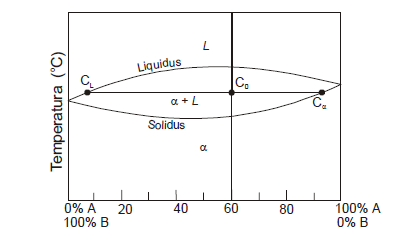


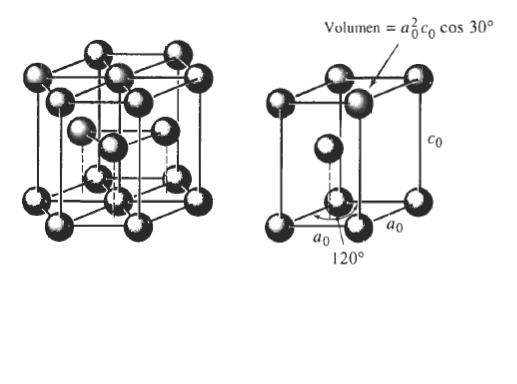
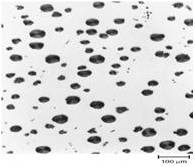
{kind=link}
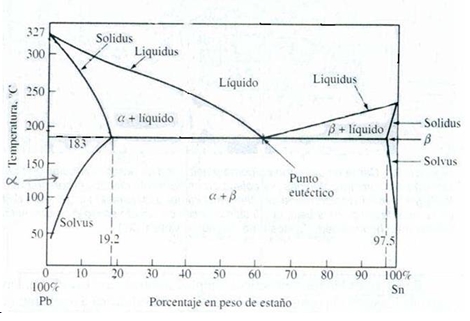{kind=link}