
INTRODUCCION
En este documento daremos a conocer las definiciones y conceptos que hay que tener en cuenta al momento de realizar uno de los procesos de soldadura, principalmente vamos analizar la metalurgia de la soldadura la cual estudia todo lo referente a la cristalización, propiedades mecánicas, tratamientos térmicos que se deben tener en cuenta en el proceso de soldadura, también analizaremos los procesos de soldadura y la soldabilidad.
SOLDADURA
6.1. METALURGIA DE LA SOLDADURA
La metalurgia de la soldadura se enfoca en el análisis de los procesos de calentamiento, fusión, solidificación y enfriamiento que giran en torno a la soldadura, este proceso es uno de los métodos más usados actualmente para la unión de materiales metálicos, a la vez es el más complejo desde el punto de vista metalúrgico. Prácticamente todos los tipos de fenómenos metalúrgicos ocurren durante la realización de una soldadura:
- Fusión.
- Solidificación.
- Reacciones gas-metal.
- Fenómenos de superficie.
- Reacciones en estado sólido.
Estas reacciones son sumamente rápidas, si las comparamos con lo que sucede en las los diferentes procesos metalúrgicos. La estructura de un cordón de soldadura, es el resultado de diferentes pasos, los cuales comienzan con las reacciones en estado líquido y terminan con las reacciones en el estado sólido. En el momento en el que comienza la solidificación, se empiezan a formar las diferentes estructuras cristalográficas, después de esto se dan las transformaciones termomecánicas las cuales solo se pueden realizar en un estado sólido, acabados estos procesos se llega al resultado final.
EL OBJETIVO, A LA HORA DE REALIZAR UNA SOLDAURA, ES CONTROLAR LA ESTRUCTURA FINAL, A TRAVÉS DE LAS VARIABLES OPERATIVAS DE LOS PROCESOS DE SOLDADURA.
Variables operativas: Métodos de soldadura, condiciones internas como lo son el buen manejo de los materiales o el uso adecuado de estos y condiciones externas como lo son el clima o aspectos que son ajenos al material o al proceso.
Estructura: Formación de cristales en el proceso de solidificación.
Propiedades mecánicas: Las propiedades mecánicas pueden definirse como aquellas que tienen que ver con el comportamiento de un material bajo fuerzas aplicadas. Las propiedades mecánicas se expresan en términos de cantidades que son funciones del esfuerzo o de la deformación o ambas simultáneamente. [2]
Como ya vimos la soldadura como tal se divide en dos pasos o estructuras, la estructura primaria y la estructura secundaria, solo si conocemos y entendemos a la perfección que es lo que sucede en cada estado, podremos producir y hasta mejorar todo lo relacionado con la soldadura.
Estructura primaria
La estructura primaria se da gracias a la fundición de los metales, habiendo o no metal de aporte. Los metales a soldar pueden ser diferentes y el metal de aporte se escoge teniendo en cuenta las especificaciones finales de la soldadura, ya que gracias a este se pueden incrementar o disminuir ciertas propiedades mecánicas, ya en el momento de pensar en las estructuras cristalinas es necesario tener en cuenta diferentes aspectos que se dan antes y durante la solidificación de la soldadura, como lo son las reacciones metal-gas, las reacciones con fases liquidas no metálicas como lo son las escorias o los fundentes y las reacciones en estado sólido producidas durante el proceso de solidificación de la soldadura.
La cristalización es un proceso complejo, pero al ver los fenómenos con los que se rigen estos procesos podremos comprenderla más fácilmente.
El primer fenómeno se da cuando comienza el proceso de soldadura, el número de cristales empieza a aumentar, y a medida que el proceso se desarrolla, la rapidez a la cual se aumentan los cristales aumenta, pero al mismo tiempo dichos cristales empiezan a crecer lo que produce que llegue a un punto en el que los cristales están tan juntos que este proceso pasara a ser mucho más lento.
El segundo fenómeno representa la forma en la cual crecen los cristales, ya que los cristales del metal mientras está rodeado de líquido suelen crecer de una forma regular, pero al haber un cristal con una diferente ubicación espacial (otro metal), los cristales crecerán de forma irregular y solo la interacción de dichos cristales podrán dictar su estructura final.
Cabe resaltar que la velocidad en la que crecen los cristales es un factor que también influye en la forma en la que se ubican los cristales.
LA FASE FINAL RESULTANTE DE UNA SOLDAURA SE DA, NO SOLAMNETE EN LOS PROCESOS QUE OCURREN EN LAS MASAS FUNDIDAS AL SOLIDIFACR, SINO TAMBIÉN EN LAS TRANSFORMACIONES EN ESTADO SÓLIDO, POR GENERACIÓN Y CRECIMIENTO DE CRISTALES.
La solidificación en soldaduras es la transformación de sólido a líquido está gobernada por un proceso combinado de nucleación y crecimiento de cristales, y el tamaño, orientación y distribución de los granos producidos define las propiedades mecánicas y la sanidad de la estructura solidificada.
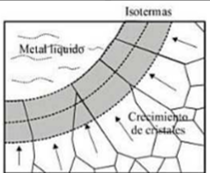
Direcciones de crecimiento de granos: El crecimiento de los cristales se da con la misma orientación cristalina que los granos de metal base parcialmente fundidos. ESTE FENÓMENO RECIBE EL NOMBRE DE CRECIMIENTO EPITAXIAL. La solidificación epitaxial es el mecanismo común a todos los procesos de soldadura por fusión, posibilitando la coalescencia buscada para tener continuidad entre el metal base y el metal de soldadura.
Figura (6.1)en esta figura se representa el esquema de crecimiento epitaxial de los cristales a solidificar
[1]
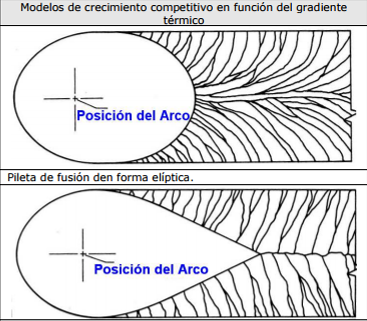
Este crecimiento depende también de la pileta liquida a la hora de hacer la soldadura, en donde la velocidad de avance y la temperatura son factores esenciales, si la velocidad es baja, la pileta tiende a tomar una forma elíptica, mientras que si la velocidad aumenta, la pileta tiende a alargarse en forma de gota.
En resumen, la forma de la pileta líquida determina la dirección de crecimiento de los granos, así como la velocidad de crecimiento y el gradiente térmico en el líquido. Cuando la pileta de fusión tiene forma de gota, el gradiente térmico máximo permanece casi invariable en su dirección en todos los puntos del frente de solidificación y cuando la pileta de fusión es elíptica, la dirección de gradiente máximo cambia continuamente desde el borde hacia el centro del cordón.
A continuación vamos a ver de forma gráfica que es lo que sucede cuando la pileta tiene forma elíptica y cuando tiene forma de gota.
figura (6.2) En esta figura se observan modelos de crecimiento competitivo en función del gradiente térmico.
[1]
Para entender este crecimiento existen unos diagramas de estado, un diagrama de estado es la representación gráfica del estado de una aleación, si varía su composición química, temperatura y presión, varía su estado, lo cual se refleja en este diagrama, este diagrama también es llamado diagrama de equilibrio ya que se presenta en condiciones estables.
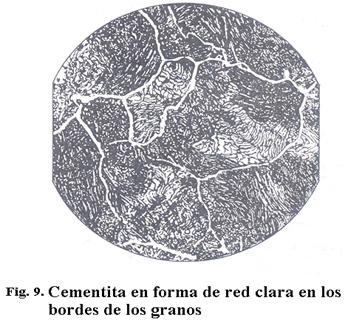
Algo esencial para entender la estructura primaria es el diagrama hierro-carbono (Fe-C). Como su nombre lo indica, el diagrama Fe-C, debería extenderse desde el hierro hasta el carbono, pasando por distintas fases intermedia que contiene ambos elementos pero por su importancia práctica, normalmente se estudia solamente la parte del diagrama que va desde el hierro hasta el carburo de hierro, compuesto químico Fe3C (Cementita, que contiene aproximadamente 6.6% de C). Esto está justificado porque en la práctica se emplean aleaciones cuyo contenido de carbono no supera el 5%.
En este 6.6% podemos encontrar hasta 11 constituyentes diferentes las cuale son: Ferrita, Cementita, Perlita, Austenita, Martensita, Troostita, Sorbita, Bainita, Ledeburita, Steadita y Grafito.
A continuación vamos a ver como se ven algunas de estas estructuras.
Cementita:
figura (6.3) En esta figura se observa cementita en forma de red clara en los bordes de los granos
[6]
Martensita:
Figura (6.4) En esta figura se observa la micrografía de la martensita

[6]
Ledeburita:
Figura (6.5) En esta figura se puede observar micrografía de acero al 1,2 % de carbono enfriado lentamente. 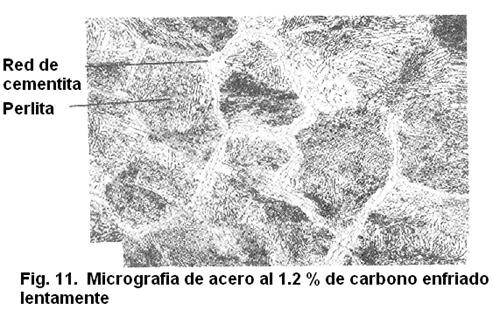
[6]
Cada una de ellas tiene estructuras cristalográficas diferentes lo cual nos permite, sabiendo cada una de estas estructuras, la aleación más indicada a la hora de la soldadura.
Figura (6.6) Diagrama hiero-carbono
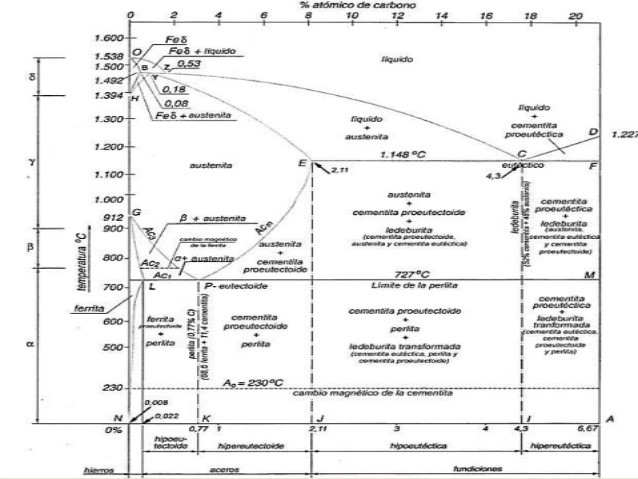
[3]
En conclusión la formación de la estructura primaria resulta del pasaje de líquido a sólido, por el cual se obtiene una estructura crecida epitaxialmente a partir de los granos parcialmente fundidos del metal base. Ésta estructura primaria corresponde a una determinada fase estable a la temperatura de solidificación.
Estructura secundaria
¿QUE PASA CON UN ACERO RECIÉN SOLIDIFICADO CUANDO SE ENFRÍA HASTA LA TEMPERATURA AMBIENTE?
Se producen transformaciones de fase en estado sólido que dan origen a la llamada ESTRUCTURA SECUNDARIA.
Estas transformaciones son sumamente importantes a la hora de la soldadura ya que en esta estructura se pueden alterar las propiedades mecánicas del metal.
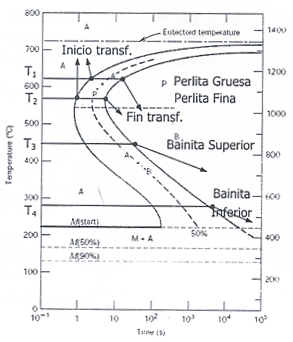
Las velocidades de enfriamiento involucradas determinan que las condiciones para las transformaciones de fase mencionadas sean de NO EQUILIBRIO, por esta razón, no es posible utilizar los DIAGRAMAS DE FASE DE EQUILIBRIO, se recurre entonces a los diagramas TTT (temperatura-transformación-tiempo).
DIAGRAMAS TTT (temperatura-transformación-tiempo): Se denomina curva TTT al diagrama que relaciona el tiempo (normalmente en escala logarítmica) y la temperatura requeridos para una transformación a temperatura constante.
Figura (6.7)
Los factores que modifican la forma del diagrama TTT son:
- Composición química del acero:
1.1. Elementos que mueven las líneas hacia la derecha (C, Ni, Mn, Si, Cu)
1.2. Elementos que además cambian la forma (Cr, Mo, V)
- Tamaño de grano austenítico: si es grande, disminuye la superficie de borde de grano disponible para nuclear.
- Heterogeneidad de la austenita: en las áreas segregadas la austenita se transforma de acuerdo a un diagrama modificado por el efecto local.
Otro aspecto que se debe tener en cuenta en la estructura secundaria es el enfriamiento en la zona afectada por el calor (ZAC), La respuesta del área próxima a la línea de fusión en una junta soldada depende de la naturaleza del material soldado y del proceso empleado.
Diagrama ZAC
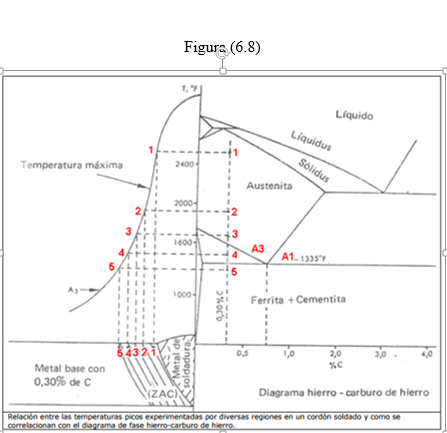
[1]
Estas zonas parciales de la ZAC pueden presentar múltiples estructuras con propiedades diferentes entre sí.
Las condiciones de soldadura influyen en el enfriamiento, de acuerdo con los siguientes conceptos:
- La energía de arco: Una mayor energía (joules/pulgada) provoca menores velocidades de enfriamiento. El uso de electrodos de menor diámetro, una menor corriente de soldadura y una mayor velocidad de avance, son factores concurrentes para reducir la energía de arco y con ello incrementar las velocidades de enfriamiento.
- El espesor del metal base: Por lo general un metal base de mayor espesor se enfría más rápidamente que otro más fino. La mayor capacidad para absorber el calor, relacionada con su mayor masa, producen mayores velocidades de enfriamiento.
- Temperatura del metal base, Precalentamiento: La temperatura del metal base, al iniciar la soldadura, tiene fuerte efecto sobre las velocidades de enfriamiento en toda la zona afectada por el calor y en el cordón de soldadura; a mayor precalentamiento corresponden menores velocidades de enfriamiento.
El pre calentamiento es un factor importante para obtener una ZAC óptima. Esta operación consiste en el calentamiento de la junta previo a la soldadura, su principal efecto es reducir la velocidad de enfriamiento de la unión soldada Tiene como Ventajas:
- Evitar el templado.
- Aumentar la difusión de hidrógeno en la junta.
Desventaja: aumenta la extensión de la ZAC.
Para finalizar es necesario tener un buen post-calentamiento el cual consiste en mantener junta la soldadura a una temperatura mayor a la del ambiente por un lapso de tiempo para aumentar la difusión de hidrogeno, lo que se busca es enlentecer el enfriamiento de la junta para que así no se presente la fisuración por hidrogeno, estas fisuras pueden presentarse en el cordón de soldadura o en la ZAC.
6.2. PROCESOS DE SOLDADURA
La soldadura es un proceso de unión entre metales por la acción del calor, con o sin
Aportación de material metálico nuevo, dando continuidad a los elementos unidos.
Es necesario suministrar calor hasta que el material de aportación funda y una ambas
superficies, o bien lo haga el propio metal de las piezas. Para que el metal de aportación pueda realizar correctamente la soldadura, es necesario que «moje» a los metales que se van a unir, lo cual se verificará, siempre que las fuerzas de adherencia entre el metal de aportación y las piezas que se van a soldar sean mayores que las fuerzas de cohesión entre los átomos del material añadido. [7]
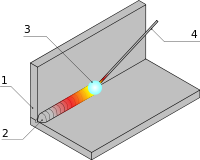
Principio general de la soldadura:
Figura (6.9)
 [7]
[7]
- 1.- Metal de base.
- 2.- Cordón de soldadura.
- 3.- Fuente de energía.
- 4. -Metal de aportación
SOLDADURA POR GAS
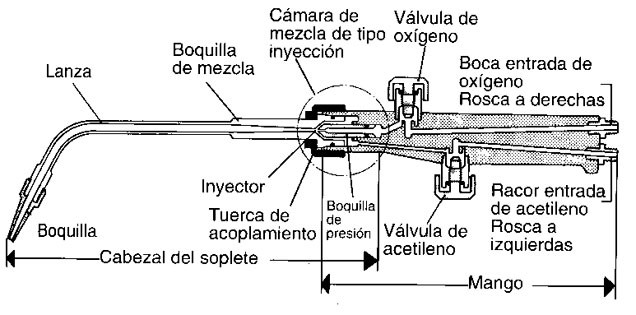
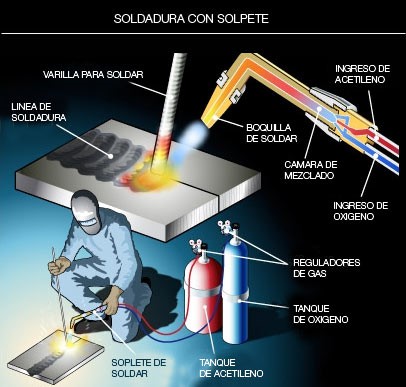
Soldadura oxiacetilénica:
La soldadura oxiacetilénica es un tipo de soldadura autógena. Se puede efectuar como soldadura homogénea o como soldadura heterogénea, dependiendo de si el material de aportación es o no del mismo tipo que el de base, o sin aporte de material como soldadura autógena.
Se usa un soplete que utiliza oxígeno como comburente y acetileno como combustible. Se produce una delgada llama color celeste, que puede llegar a una temperatura aproximada de 3500 °C.[[[
Se puede soldar cobre, acero, aluminio, latón, etc.[8]
Figura (6.10)
Soldadura oxhídrica:
Oxhídrico (HHO) fue el primer gas utilizado para la soldadura. Oxhídrico ofrece muchas ventajas como una herramienta de soldadura, sino que se llega a la temperatura del punto de fusión de cualquier material que entre en contacto, lo que significa que puede alcanzar la temperatura de fusión de acero, pero también puede ponerse en contacto con la mano humana. Oxhídrico es relativamente económico, de combustión limpia y elimina la necesidad de un tanque de metano a estar presente durante la soldadura. Es más, el proceso de soldadura con un soplete oxhídrico es muy similar a cualquier otro proceso de soldadura por gas. [9]
 [9]
[9]
SOLDADURA FUERTE
Soldadura por soplete:
Este es uno de los procedimientos de soldadura fuerte más utilizados. Es muy utilizado en volúmenes de producción pequeños o en operaciones especializadas. Hay varias clases de soldadura por soplete, manual, semiautomática y automática.
En la soldadura manual el operario se encarga de manejar el soplete y de colocar las piezas para su unión así como el material fundente. Se utiliza en procesos de bajo volumen o en los que una máquina operaría con dificultades. Su principal inconveniente radica en la habilidad del operario para realizar la soldadura.
La soldadura automática se caracteriza por eliminar casi por completo la necesidad de mano de obra humana para la realización de la soldadura, salvo para cargar y descargar las piezas de unión. Se usa para altos niveles de producción y para conseguir acabados mejores.
La soldadura semiautomática es una mezcla de la manual y la automática. En este tipo de soldadura es la máquina la que maneja el soplete mientras que el operario coloca los elementos a unir el fundente. Este proceso tiene como ventajas la reducción de la mano de obra y el hecho de que no es influyente la habilidad del operario para soldar. [10]
Figura (6.12)
[10]
Soldadura mediante horno:
Es un proceso para producción masiva de ensambles pequeños, utiliza un material de aporte no ferroso, material de unión y horno como fuente de calor. Solo puede aplicarse si el material de aporte puede ser precolocado en la junta antes de soldarla y mantenido en esa posición durante el proceso, se requiere de un gas inerte adecuado como argón a helio para formar una atmósfera que proteja los ensambles contra la oxidación.[11]
Figura (6.13)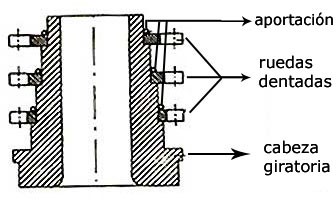
[11]
SOLDADURA FUERTE APLICADA POR INDUCCIÓN:
En este proceso se calientan las superficies de los componentes que han de unirse hasta la temperatura de aplicación que es suministrada por inducción utilizando una bobina inductora o de trabajo.
El metal de aporte se coloca previamente en la junta cuidadosamente diseñada y la bobina se acomoda de manera que todos los componentes de la junta alcancen la temperatura de soldadura al mismo tiempo. (11)
SOLDADURA FUERTE POR RESISTENCIA:
Es un proceso de unión por resistencia en el cual se calientan localmente las piezas de trabajo y se coloca el material de aporte entre estas para que se funda por el calor generando al paso de la corriente eléctrica por los electrodos y la pieza de trabajo.
La presión de los electrodos es el medio usual para dar el ajuste necesario de la junta para el buen comportamiento capilar. [11]
SOLDADURA FUERTE APLICADA POR INMERSIÓN:
Este proceso se aplica en un baño de sal fundida se conoce también como soldadura fuerte en baño de sal o soldadura fuerte por inmersión en baño químico fundido, en este proceso el conjunto que ha de soldarse se sumerge en un baño de sal fundida que proporciona el calor y puede aportar la acción fundente para la aplicación de la soldadura. Se utiliza principalmente para soldar partes pequeñas como alambres o soleras angostas de metal. [11]
PREPARACIÓN DE LAS PARTES PARA UNIÓN POR SOLDADURA FUERTE:
Para obtener buenos resultados es esencial la limpieza y la colocación correcta de las partes del ensamble, la eliminación de óxido, mugre, grasa, humedad y aceite, para lograr una buena cohesión y penetración el material de aporte de la soldadura.
Los procesos de limpieza que se utilizan comúnmente son: ácidos, disolventes, desengrasado a vapor, cepillado mecánico, esmerilado, limpieza a chorro de arena.
Recomendaciones para antes de usar disolventes:
-Asegúrese de que el local este ventilado apropiadamente.
-Use guantes o ungüentos especiales para la piel, para prevenir la extracción de los aceites naturales de la- piel y minimizar el riesgo de contraer una dermatitis.
-No utilice disolventes cerca de llamas abiertas ni en zonas en al que la temperatura este próxima o sea superior al a del punto de inflamación del disolvente. [11]
SOLDADURA POR RESISTENCIA:
Soldadura por puntos:
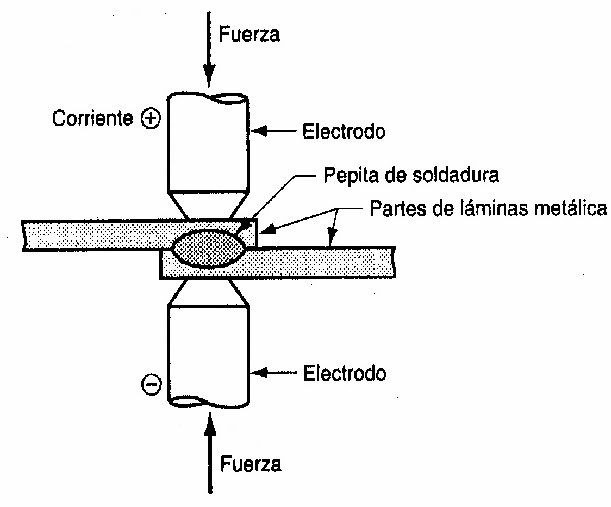
La soldadura por puntos es un método de soldadura por resistencia que se basa en presión y temperatura, en el que se calienta una parte de las piezas a soldar por corriente eléctrica a temperaturas próximas a la fusión y se ejerce una presión entre las mismas. Generalmente se destina a la soldadura de chapas o láminas metálicas, aplicable normalmente entre 0,5mm y 3mm de espesor.
El soldeo por puntos es el más difícil y complicado de los procedimientos de soldadura por resistencia. Los materiales bases se deben disponer solapados entre electrodos, que se encargan de aplicar secuencialmente la presión y la corriente correspondiente al ciclo produciendo uno o varios puntos de soldadura. [12]
Figura (6.14)
[12]
Soldadura de costura:
El proceso de soldadura por roldanas o también conocido como soldadura de costura es una adaptación del proceso de soldadura por puntos que forma parte de los procesos de soldadura por resistencia. La costura se forma debido a una serie de soldaduras por punto que se superponen mediante el giro de los electrodos circulares o roldanas, que son los encargados de ejercer presión y corriente, para formar una superficie continua en la unión apretada. Se produce la soldadura en las superficies de contacto de dos metales similares. [13]
SOLDADURA POR ARCO
Soldadura por arco manual con electrodo revestido: La característica más importante de la soldadura con electrodos revestidos, es que el arco eléctrico se produce entre la pieza y un electrodo metálico recubierto. El recubrimiento protege el interior del electrodo hasta el momento de la fusión. Con el calor del arco, el extremo del electrodo se funde y se quema el recubrimiento, de modo que se obtiene la atmósfera adecuada para que se produzca la transferencia de metal fundido desde el núcleo del electrodo hasta el baño de fusión en el material base.
Estas gotas de metal fundido caen recubiertas de escoria fundida procedente de la fusión del recubrimiento del arco. La escoria flota en la superficie y forma, por encima del cordón de soldadura, una capa protectora del metal fundido.
Como son los propios electrodos los que aportan el flujo de metal fundido, será necesario reponerlos cuando se desgasten. Los electrodos están compuestos de dos piezas: el alma y el revestimiento.
El alma o varilla es un alambre (de diámetro original 5,5 mm) que se suministra en rollos continuos. Tras obtener el material, el fabricante lo decapa mecánicamente (a fin de eliminar el óxido y aumentar la pureza) y posteriormente lo trefila para reducir su diámetro.
El revestimiento se produce mediante la combinación de una gran variedad de elementos (minerales varios, celulosa, mármol, aleaciones, etc.) convenientemente seleccionados y probados por los fabricantes, que mantienen el proceso, cantidades y dosificaciones en riguroso secreto. [14]
Soldadura por electrodo no consumible protegido:
El objetivo fundamental en cualquier operación de soldadura es el de conseguir una junta con la misma característica del metal base. Este resultado sólo puede obtenerse si el baño de fusión está completamente aislado de la atmósfera durante toda la operación de soldeo. De no ser así, tanto el oxígeno como el nitrógeno del aire serán absorbidos por el metal en estado de fusión y la soldadura quedará porosa y frágil. En este tipo de soldadura se utiliza como medio de protección un chorro de gas que impide la contaminación de la junta. Tanto este como el siguiente proceso de soldeo tienen en común la protección del electrodo por medio de dicho gas. La soldadura por electrodo no consumible, también llamada soldadura TIG (siglas de Tungsten Inert Gas), se caracteriza por el empleo de un electrodo permanente que normalmente, como indica el nombre, es de tungsteno. La producción de este tipo de electrodos es muy costosa. En la actualidad existen materiales que lo reemplazan. Además de reducir los costos, poseen características térmicas que mejoran el proceso.
Este método de soldadura se patentó en 1920 pero no se empezó a utilizar de manera generalizada hasta 1940, dado su coste y complejidad técnica.
A diferencia de las soldaduras de electrodo consumible, en este caso el metal que formará el cordón de soldadura debe ser añadido externamente, a no ser que las piezas a soldar sean específicamente delgadas y no sea necesario. El metal de aportación debe ser de la misma composición o similar que el metal base; incluso, en algunos casos, puede utilizarse satisfactoriamente como material de aportación una tira obtenida de las propias chapas a soldar. [15]
Soldadura por arco sumergido:
La soldadura por arco sumergido (SAW) es un proceso de soldadura por arco. Originalmente desarrollado por la Linde – Union Carbide Company. Requiere una alimentación de electrodo consumible continua, ya sea sólido o tubular (fundente). La zona fundida y la zona del arco están protegidos de la contaminación atmosférica por estar «sumergida» bajo un manto de flujo granular compuesto de óxido de calcio, dióxido de silicio, óxido de manganeso, fluoruro de calcio y otros compuestos. En estado líquido, el flux se vuelve conductor, y proporciona una trayectoria de corriente entre el electrodo y la pieza. Esta capa gruesa de flux cubre completamente el metal fundido evitando así salpicaduras y chispas, así como la disminución de la intensa radiación ultravioleta y de la emisión humos, que son muy comunes en la soldadura manual de metal por arco revestido (SMAW).
La SAW puede operarse tanto en modo automático como mecanizado, aunque también existe la SAW semi-automática de pistola (portátil) con emisión de flujo de alimentación a presión o por gravedad. [16]
SOLDADURA DE ESTADO SOLIDO
Soldadura en frio: se lleva a cabo sin necesidad de ninguna fusión en la interfaz de unión de las dos partes a soldar. A diferencia de la soldadura por fusión, los procesos de soldadura en frío se realizan, sin que ningún líquido (o fase líquida) esté presente en la articulación de las dos piezas que se sueldan.
La soldadura en frío fue reconocida como un fenómeno de los materiales en la década de 1940. Entonces se descubrió que dos superficies planas y limpias de metales similares, se adhieren firmemente si se ponen en contacto aplicando el vacío y la presión apropiada.
Un caso típico de soldadura en frío es una pepita de oro, que se puede formar en los ríos auríferos por golpeo a lo largo de los años de pequeñas partículas de oro con las piedras y cantos rodados del río. [17]
Soldadura por fusión: La soldadura por fusión (“welding”) es el procedimiento de unir dos metales donde el material base se calienta a una alta temperatura superando su punto de fusión, entonces aprovechando su estado líquido se mezclan para formar una unión con la fusión de todas las partes implicadas incluyendo material de aporte si existiera.[18]
Soldadura por explosión: se conoce técnicamente como EXW (EXplosion Welding), basándose en la detonación de una carga explosiva colocada adecuadamente y que obliga a uno de los metales que se desean soldar a precipitarse aceleradamente sobre otro.
Una de las condiciones fundamentales para que se realice esta soldadura es la existencia de un flujo o chorro limpiador que viaja inmediatamente por delante del punto de colisión en el que la velocidad de la chapa, presión, ángulo y velocidad del punto de colisión se controlan de manera que este flujo sea forzado a salir de entre las chapas a alta velocidad, expulsando óxidos y contaminantes, dejando así limpias las superficies de unión.
Entre las reducidas aplicaciones de esta soldadura están la calderería, para la fabricación de recipientes a presión, y la industria eléctrica, para la fabricación de juntas de transición donde entran en juego materiales difícilmente soldables entre sí como el aluminio y el cobre. [19]
Soldadura por forja: es un proceso para la unión de dos metales por medio de calor y/o presión y se define como la liga metalúrgica entre los átomos del metal a unir y el de aporte. Existen diversos procesos de soldadura los que difieren en el modo en que se aplica el calor o la energía para la unión. [20]
Soldadura por fricción: es un método de soldadura que aprovecha el calor generado por la fricción mecánica entre dos piezas en movimiento.
Es utilizada para unir dos piezas, aun cuando una de ellas por lo menos sea de igual o distinta naturaleza, por ejemplo: acero duro y acero suave, aluminio y aleaciones, acero y cobre, etc, lo cual le confiere innumerables ventajas frente a otro tipo de soldaduras como puede ser la soldadura GMAW con la que no se pueden soldar aceros inoxidables ni aluminio o aleaciones de aluminio. [21]
Soldadura ultrasónica: es un proceso relativamente nuevo, el cual fue descubierto por Johan Arrendell. Consiste en una máquina con punta de base plana, donde se colocan los materiales uno encima de otro y después se baja la punta de la máquina, esta emite una onda ultrasónica que mueve las moléculas de ambos materiales provocando que estas se fundan. Los parámetros deben de ser ajustados cada vez que se altera el espesor de pared de los materiales a fundir. Una ejemplo de su uso en la industria es la de soldar cables a terminales.
Las piezas a soldar no se calientan hasta el punto de fusión, sino que se sueldan mediante la aplicación de presión y vibraciones mecánicas de alta frecuencia.
En contraste con la soldadura de plásticos, las vibraciones mecánicas usadas durante la soldadura ultrasónica de metales se introducen en sentido horizontal. [22]
6.3. SOLDABILIDAD
DEFINICION
La Soldabilidad es la capacidad que tienen los materiales, de la misma o diferente naturaleza para ser unidos de manera permanente mediante procesos de soldadura, sin presentar transformaciones estructurales perjudiciales, tensiones o deformaciones que puedan ocasionar alabeos.
La Soldabilidad de un material constituye una propiedad del mismo muy compleja y en muchas ocasiones queda condicionada a variaciones metalúrgicas y sus propiedades.
Esto significa que un material puede tener buena soldabilidad, cuando se puede lograr una unión soldada con propiedades mecánicas y físico-químicas adecuadas, por cualquiera de los procesos de soldadura y sin necesidad de utilizar técnicas auxiliares. [23]
TIPOS DE SOLDABILIDAD
La Soldabilidad de una material encierra tres aspectos esenciales, estos son:
- SOLDABILIDAD METALURGICA:
Es la capacidad de los materiales de no presentar transformaciones estructurales en la unión soldada o variaciones en las propiedades físico-químicas, como si se presenta en los aceros aleados donde existe la posibilidad de formar estructuras de martensita y en los aceros inoxidables austeníticos, que al precipitarse los carburos de Cr, disminuye su resistencia a la corrosión.
- SOLDADURA OPERATORIA:
Responde a la operación de soldadura, en lo que respecta a cuestiones tecnológicas y de ejecución de las uniones soldadas por cualquier proceso de soldadura.
Ejemplo: El caso del Aluminio, Aceros Aleados al Cr, en donde los óxidos que forman dificultan la soldadura y se debe por ello recurrir al uso de limpieza, fundentes y técnicas auxiliares.
- SOLDABILIDAD CONSTRUCTIVA:
Concierne a las propiedades físicas del material base, tales como dilatación y contracción que provocan deformaciones y tensiones, las cuales pueden generar agrietamientos de la unión soldada, como ocurre en el caso del Hierro Fundido que por su poca plasticidad no tiene capacidad de absorber deformaciones y hay que recurrir a recursos tecnológicos de pre y postcalentamiento para evitar esta soldabilidad condicionada.
En conclusión se considera que un metal tiene:
*Buena soldabilidad cuando cumple con los 3 aspectos anteriores.
* Soldabilidad Regular o condicionada cuando no cumple con alguno de ellos, pero que por medio de soluciones tecnológicas se puede obtener una unión soldada de calidad.
* Mala Soldabilidad cuando no cumple con dos o más de los aspectos citados y no se puede resolver para la obtención de buenas propiedades mecánicas y químicas en la soldadura. [23]
FACTORES QUE AFECTAN O INFLUYEN EN LA SOLDABILIDAD
El concepto de Soldabilidad analizado anteriormente, se enfoca hacia la obtención de una soldadura que pueda cumplir los requisitos técnicos para lo cual ella está diseñada y sobre este concepto influyen una serie de factores que deben ser tomados muy en cuenta cuando se realiza.
- TIPO DEL MATERIAL BASE, SU ESPESOR
- INFLUENCIA DE LOS ELEMENTOS ALEANTES
- TIPO DE JUNTA Y PROCESOS DESOLDADURA
- VELOCIDAD DE ENFRIAMIENTO
- ENERGIA SUMINISTRADA
- TEMPERATURA DEPRECALENTAMIENTO
- SECUENCIA DE LA SOLDADURA
TABLA 1. SOLDABILIDAD DE LOS ACEROS.
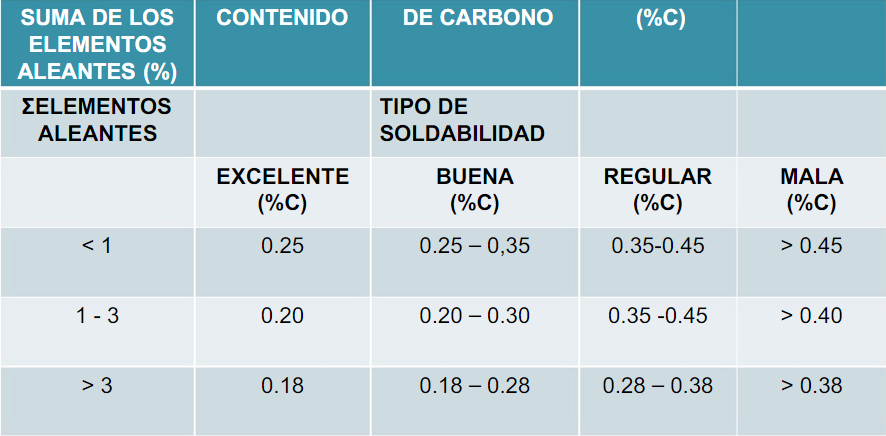
[23]
CONCLUSIONES
- conociendo y comprendiendo la metalurgia de la soldadura podremos realizar un proceso de soldadura óptimo.
- la soldabilidad es muy importante en los procesos de soldadura ya que de esta depende que se logre una unión soldada con propiedades mecánicas y físico-químicas adecuadas.
- La gran cantidad de procesos de soldadura permite que hoy en día exista una mayor cobertura en las necesidades de soldadura pues la gran variedad existente ayuda a que los problemas se solucionen con mayor eficacia.
- Al implementar un proceso de soldadura hay que tener en cuenta el material que se está utilizando y el uso que se le va dar a la pieza soldada.
Palabras desconocidas:
Escoria: Materia que, al ser martilleada, suelta el hierro candente. [25]
Fundente: Sustancia que se mezcla con otra para facilitar la fusión de esta. [25]
Cristalización: Hacer que una sustancia adquiera la forma y la estructura del cristal. [25]
Nucleación: La primera etapa de un cambio de fase, donde se generan pequeñas superficies de fase distinta a la existente, llamadas núcleos. [25]
Coalescencia: Propiedad de las cosas de unirse o fundirse. [25]
Alabeos:deformación de una superficie plana de cualquier material, por acción del calor, humedad, etc [25]
Flux: es el nombre comercial, que se les da a las sustancias decapantes que eliminan la capa de óxido que interfiere con la soldadura. [24]
Bibliografía:
[2]http://www.virtual.unal.edu.co/cursos/sedes/palmira/5000155/lecciones/lec2/2_4.htm
[3] http://eafflealsua12.blogspot.com.co/2012/12/diagrama-fe-c-tratamientos-termicos-en.html
[4]http://cienciaymateriales.blogspot.com.co/2013/04/44-para-que-se-utilizan-los-diagramas.html
[7] https://tecnologiafuentenueva.wikispaces.com/file/view/Soldadura.pdf
[8] http://www.ecured.cu/Soldadura_oxiacetil%C3%A9nica
[9] http://outletcatalogo.com/Como-soldar-con-gas-oxhidrico/
[10] http://www.liarlaparda.com/equipamiento-taller/soldadura-blanda-fuerte
[11] http://soldadurafuerte.blogspot.com.co/
[12https://www.fundacionmapfre.org/documentacion/…/i18n/catalogo_imagenes/grupo.cmd?path=1036253
[13]http://www.tecnologiatecnica.com.ar/soldaduraresistencia/index%20soldadura%20resistencia.htm
[14]http://www.monografias.com/trabajos90/soldadura-arco-manual/soldadura-arco-manual.shtml
[17] http://www.muysencillo.com/como-hacer-una-soldadura-en-frio/
[18] http://www.ghinduction.com/process/soldadura-por-fusion/?lang=es
[19] http://www.aprendizaje.com.mx/curso/proceso1/temario1_vii.html#doce
[20] http://www.conocimientosweb.net/dcmt/ficha5773.html
[21] http://es.thompson-friction-welding.com/el-proceso-de-soldadura-por-friccion
[22] https://www.branson.eu/producto/soldadura-por-ultrasonidos/tecnologia
[23] http://es.scribd.com/doc/215613920/4-Soldabilidad-de-Los-Materiales#scribd
[24] http://ceramica.wikia.com/wiki/Flux
[25]http://dle.rae.es/?id=GIiJHu5
la información de este documento fue recopilada por:
Andrés Felipe Serna Marín -1094947097
Alejandra Pedraza Jaramillo -1094952682
Luis Fernando Ángel -1088331982